





提示:本文中出鏡的中國國際復材展展商有迪芬巴赫、恩格爾。

TxV公司生產的飛機行李艙B支架具備高強度和復雜的幾何外觀,這都歸因于采用了混合材料復合模塑工藝技術。
通常,航空航天企業愿意為獲得更加適合的復合材料零部件付出更多成本,因為他們知道這樣的付出必有回報。因為質量輕,它能減少油耗;因為耐用,它的服役壽命更長,還能減少運維成本。這種從“全生命周期”考慮問題的視角為復合材料打開了很多終端應用市場的大門。然而,即便具備上述種種優勢,它在成本上的劣勢也是顯而易見的。眾所周知,現有條件下,復合材料零部件的生產成本遠高于金屬材料。
然而,這種局面正在悄然發生變化。
由美國TxV Aero Composites公司推出的新的復合材料自動化生產技術正在將低成本的天平向復合材料一方傾斜,這種技術被稱之為“混合材料復合模塑工藝”。
TxV Aero Composites公司是由美國Tri-Mack Plastics Manufacturing公司和英國威格斯公司(Victrex)共同成立的合資企業,其所推出的“混合材料復合模塑工藝”自問世起,目標就直指商業化規模量產。目前,TxV公司已與德國SFS intec Aircraft Components公司合作(以下簡稱SFS intec),放棄了此前一直采用的航空鋁料,經過重新設計,轉而推出了復合材料飛機行李艙支架產品,并具備了量產能力。該產品的成功面世,顯示出“混合材料復合模塑工藝”以及威格斯旗下品牌名為VICTREX AE 250的碳纖維/PAEK單向預浸帶產品在眾多航空領域的應用潛力。如果把傳統金屬部件的生產稱之為一種“減材工藝”,那么復合材料部件的生產則可稱之為一種“增材工藝”。
從“減材”到“增材”
機械師經常戲稱自己是“廢料制造機”,因為在將金屬板材加工成為金屬部件的過程中,會產生大量的碎片和廢料。它們或被回收、或被處理、或被旋即重新投入生產。但不管采用哪種方式,都改變不了浪費的事實,還直接拉高了生產成本。據稱,以SFS intec公司生產的飛機行李艙鋁支架為例,在經過一系列機加工環節之后,廢料的發生比率高達60%-70%。
正因為有著如此之高的廢料發生率,僅從原材料角度考慮,不管是生產凈成型還是近凈成型支架,復合材料的成本都比鋁低。“盡管鋁料便宜,但因為廢料發生率高,給了復合材料從成本角度一較高下的機會。特別是當BTF比率(購買-飛行比率)達到8:1(廢料發生率高達87.5%)的時候,大多數買來的鋁都浪費了。”TxV公司高級客戶經理Jonathan Sourkes表示,“另外,從生產周期角度考慮,復合材料也極具優勢,它能夠將生產周期從數小時縮短到數分鐘。”
除此之外,復合材料還能賦予零部件復雜的幾何外觀,從而滿足特定的載荷能力。這對于傳統工藝而言,是無法在低成本條件下實現的目標。設想,如果以短切纖維為原料,輔之以注塑這類速度快、人工介入少的工藝,生產出的零部件成本較低,但無法獲得足夠的載荷能力;與之相反,如果以連續纖維為原料,輔之以速度慢、人工介入頻繁的工藝,生產出的零部件能夠獲得足夠的載荷能力,但造價卻十分昂貴。
基于以上矛盾的存在,復合材料行業投入了巨大的資源,意圖開發出一種兼具高效率、低成本,同時又能賦予零部件較高載荷能力的自動化生產工藝,以滿足航空航天領域客戶的特定需求。在此背景下,經過威格斯公司和Tri-Mack公司協商,以推動PAEK基復合材料的航空應用為己任,于2017年正式成立TxV公司。
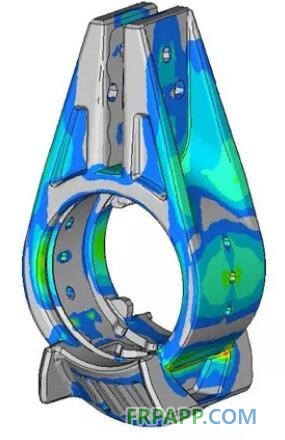 虛擬原型設計:無需實際生產出樣件,TxV公司就可以對鋪放和片層取向進行反復驗證,直到載荷能力達到設計要求。
虛擬原型設計:無需實際生產出樣件,TxV公司就可以對鋪放和片層取向進行反復驗證,直到載荷能力達到設計要求。

 步驟二:坯料進入自動模壓單元,用一熱一冷兩套壓板將其壓實、冷卻。
步驟二:坯料進入自動模壓單元,用一熱一冷兩套壓板將其壓實、冷卻。

 步驟三:B支架初始形態完成
步驟三:B支架初始形態完成


 步驟四:用水刀切割坯料,切出碳纖維/PAEK嵌入件。每個支架上需要2個這樣的嵌入件。
步驟四:用水刀切割坯料,切出碳纖維/PAEK嵌入件。每個支架上需要2個這樣的嵌入件。
第五步,利用恩格爾公司(ENGEL)提供的高溫注塑機進行復合模塑。將嵌入件置于注塑機腔體內,并注入熔化的PEEK。由于嵌入件采用PAEK LM制造,熔點較低,表面部分會與熔融的PEEK緊密結合在一起。 步驟五:利用恩格爾高溫注塑機機進行復合模塑成型
步驟五:利用恩格爾高溫注塑機機進行復合模塑成型
第六步,如果需要,還可對注塑成形的部件進行機加工直至凈成型。“雖然我們的目標是達到近凈成型,”Soukers解釋說,“但多數情況下,為了確保產品的實際幾何外觀與設計準確無二,還需要進行最小程度的機加工。”這部分操作通常利用水刀或者在CNC數控加工中心完成。 步驟六:B支架最終成型,生產周期約為3分鐘,BTF數值達到1.06:1,減重30%-40%。
步驟六:B支架最終成型,生產周期約為3分鐘,BTF數值達到1.06:1,減重30%-40%。
由TxV公司推出的混合材料復合模塑工藝具備兩個關鍵優勢。其一,對部件中連續纖維增強部分實現了自動化生產;其二,充分利用注塑工藝生產效率高的特性并實現了復雜的幾何外形。需要強調的是,在實現上述目標的過程中,TxV先是生產出滿足載荷要求的片層(Laminates),再將其進行復合模塑成型,實現其功能化,并賦予其最終的幾何外觀。SFS intec公司創新事業部主任Sascha Costabel表示說:“傳統工藝中,零部件的高載荷能力和復雜幾何外觀需要通過一系列操作才能實現。與之相比,TxV所推出的新工藝真是一個不錯的選擇。”
Sourkes表示,TxV公司將SFS視為絕佳的合作伙伴:“作為系統附件產品的全球領導者,SFS公司對新技術保有一貫的濃厚興趣。他們具備創新的精神,具有投資新技術的強烈意愿。” 另外,SFS intec公司還和航空界客戶保持著緊密的聯系,同時具備認證資質。這對于經過重新設計的航空零部件而言十分重要。
這款飛機行李艙支架也被稱為“B支架”,因其在設計和生產方面都極具挑戰性,所以被選為首個利用復合材料進行重新設計的航空附件產品。借助Altair公司提供的有限元分析工具,經過聯合工程設計、產品概念設計和模型設計,項目團隊從第一個樣件開始就進行了反復測試、驗證并最終證明了模型的成功。TxV公司表示,研發的關鍵在于堅持“設計服務于生產”的理念,在于充分利用了連續纖維自動鋪帶技術和短切纖維高速注塑技術的優勢。
B支架的生產
在混合材料復合模塑工藝中,使用了相同級別、不同類型但特性突出的多種聚合物原材料。以B支架為例,與連續纖維增強部分配合使用的是PAEK,而在復合模塑外圍部分則采用了PEEK。PAEK和PEEK產品均由威格斯公司提供,具備卓越的抗疲勞性、耐化學腐蝕性,耐煙火毒性、快速成型性和出色的可焊接性。其中,VICTREX AE 250是一款低熔點PAEK材料(LM PAEK),熔點比PEEK低40攝氏度。“當熔化的PEEK流經LM PAEK復合材料表面時,二者會更好地熔結在一起。”
生產B支架時所采用的關鍵原材料包括:品牌名為VICTREX AE 250、寬度為2英寸的單向碳纖維/PAEK預浸帶(碳纖維含量58%)以及品牌名為VICTREX PEEK 150CA30的短切纖維PEEK模塑料(碳纖維含量30%)。這些原料在喂入混合材料復合模塑生產單元之后,歷經下列步驟逐步成型:
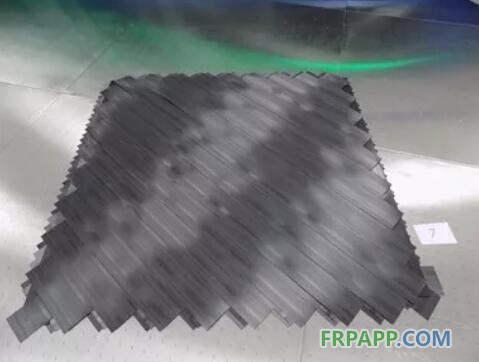
第一步,利用迪芬巴赫提供的Fiberforge 2000鋪帶系統,鋪放碳纖維/PAEK預浸帶。“這是目前世界上最快的鋪帶系統之一,”Sourkes表示。它可以與機器人配合使用,無間斷裝填并鋪放預浸帶。整個鋪放過程經過了嚴密的設計,以確保預浸帶之間最小的孔隙率。同時,每鋪放一層之前,都會對上一層進行重新檢測。上述流程在嚴密控制的環境下進行,確保不受外界雜物和碎屑(FOD)的干擾。
步驟1:利用迪芬巴赫Fiberforge 2000自動鋪帶機生產坯料。
第二步,在鋪放完成之后,坯料被送入自動模壓單元。先用一套加熱過的壓板壓實,去除內部孔隙;再用一套冷壓板對坯料進行冷卻。采取這樣“一冷一熱”兩套壓板的作業方式要比單純采用一套壓板效率更高。“直接的好處就是零部件的生產周期可以從數小時縮短到數分鐘。”Sourkes表示說。
第三步,壓實之后,形成預制件,并被送入下一個工作單元,完成支架的初始形態。
第四步,用Flow International公司提供的水刀對預制件進行裁切,生產出碳纖維/PAEK嵌入件。
“每個項目都需要權衡預制件的尺寸。”Sourkes指出,”如果計算得當,一塊預制件上可以切出3-4個長方形嵌入件。這樣做能夠有效減少浪費,但會相應延長水刀切割的作業時間。”以B支架為例,一塊預制件上能夠切出數塊小的嵌入件。
第五步,利用恩格爾公司(ENGEL)提供的高溫注塑機進行復合模塑。將嵌入件置于注塑機腔體內,并注入熔化的PEEK。由于嵌入件采用PAEK LM制造,熔點較低,表面部分會與熔融的PEEK緊密結合在一起。
第六步,如果需要,還可對注塑成形的部件進行機加工直至凈成型。“雖然我們的目標是達到近凈成型,”Soukers解釋說,“但多數情況下,為了確保產品的實際幾何外觀與設計準確無二,還需要進行最小程度的機加工。”這部分操作通常利用水刀或者在CNC數控加工中心完成。
突破性進展
在B支架的生產過程中,混合材料復合模塑工藝成功地將生產周期控制在3分鐘,將BTF數值控制在1.06:1(廢料發生率約為5.7%)。“借此技術,原材料得到了最充分的利用,生產效率得到了提高,我們為客戶提供了高附加值的熱塑性復合材料零部件,還降低了金屬部件的設計成本。”生產結果顯示,B支架的重量下降了30%-40%,生產成本節約了20%-30%,其幾何外觀和各項參數性能均達到現有金屬部件水平。”如果給我們一個機會,對部件系統進行完全重新設計,減重的比率最高能達到60%。”
此外,這款碳纖維/PAEK/PEEK行李艙支架還有效減少了部件的數量。此前,支架的配套底托采用PEEK材料制造,靠2個鉚釘固定在支架底部。如今,TxV和SFS雙方已商定利用同樣的復合模塑工藝,在支架底部直接復合成型一個底托。
毋庸置疑,混合材料復合模塑工藝的成功離不開TxV公司背后兩家股東的技術支持。Sourkes解釋說,完成PAEK材料和相關工藝的開發后,威格斯首先在現有合作伙伴中尋找合作機會。“然而,掌握注塑訣竅的公司往往不具備處理連續纖維的能力,而掌握連續纖維加工能力的公司又往往對注塑工藝知之甚少。”受此制約,在TxV公司和聚酮復合材料創新中心成立之前,威格斯和Tri-Mack公司對這兩個關鍵技術點已經進行了多年的合作研發。
在被要求對混合材料復合模塑工藝和傳統工藝進行比較時,Soukes表示,傳統工藝無法對B支架進行修復,尤其從成本角度考慮是極不可行的。
首飛認證
借助SFS intec公司具備認證資質這一優勢,雙方已經為這款B支架申請了單獨的適航認證。“因為B支架需要懸空安裝在頭頂,在使用過程中很容易達到額定載荷。”Sourkes表示說,“尤其在起飛和降落階段,實際載荷會更大。”TxV公司和SFS公司希望這款部件能夠在2020年年初上機飛行。
一旦取得適航認證,TxV將啟動B支架的量產工作。Sourkes強調說,TxV可以利用自有生產線進行生產,也愿意為感興趣的潛在合作伙伴提供技術支持,利用他們的生產線進行生產。
這款B支架產品有望為同類復合材料產品打開更加廣闊的市場大門。根據預測,一架民航飛機上需要數以千計的支架及其他系統附件產品。一旦采用復合材料,這些產品將幫助飛機減少自重、降低成本。“毫無疑問,熱塑性復合材料零部件將在航空航天市場扮演越來越重要的角色。”Costable表示說。










 魯ICP備2021047099號
魯ICP備2021047099號