






圖1. 模具都在制作部件的區域外有較大半徑的法蘭凸緣,從而可提高層壓板剛度并保護其免受邊緣沖擊
復合材料與金屬模具的缺點是隨著時間的推移,往往會出現漏氣。在制作低溫固化、高溫使用的層壓模具時,情況更是如此。有時它們在進行首件測試時會立即出現漏氣,導致制造商拼命封漏氣點,(暫時)解決這個問題。不管怎么說,在模具制造后修復漏氣是不可取的,隨著時間的推移,報廢零件和重復維修會導致總制作成本飆升。
怎樣才能在前期確保成型的復合材料模具在使用中不發生漏氣?要回答這個問題,我們首先需要了解哪些因素會導致模具漏氣。以下是一些需要考慮的要點。
工裝設計
在模具外圍添加大半徑法蘭可以最大限度地減少制造、脫模和使用過程中發生邊緣沖擊損壞的可能性。這種方法的好處是增加了模具層壓板本身的剛度,允許最小的支撐結構(圖1)。在模型或圖案設計時就考慮到了法蘭和其他成型特征。
材料選擇和工藝方法
為了獲得最佳效果,預浸材料和其工藝是可取的。要在合理控制樹脂含量的情況下制造濕法鋪層(或灌注)模具并能夠提供間歇性壓實步驟(減厚)以避免在鋪層過程中出現橋接,這是非常困難的。可以這樣做,但生產中出現漏氣的風險較高。
雖然經常要求要節省時間,但在層壓結構中使用松散織物隨著時間的推移可能是有害的,因為它們通常需要額外的樹脂來填充紗線和相鄰層之間的交接處。它們也更容易在角落或重疊處發生橋接,因為樹脂會試圖填補開放空間所產生的低壓區域。過量的樹脂是有問題的,最終會出現微裂紋,在模具層壓板內形成漏氣通道。建議使用碳纖維面克重≤500克/平方米或玻璃纖維面克重<700克/平方米的斜紋和/或緞面(HS)織物以減少該問題發生。注意:HS織物需要更仔細地檢查經面方向以獲得真正的對稱性。
為達到最佳效果,建議進行多次層壓減厚操作。第一層應始終被壓實,以便在鋪設后續層之前緊貼模具。每次層壓減厚的層數取決于模具配置。模具越復雜,就需要更多的層壓減厚操作。如果時間(和材料)允許,建議在固化前進行最后一次隔夜層壓,以吸去水分和揮發物,并在固化前確保層間壓實。
初始低溫固化
高反應性低溫固化樹脂通過在固化過程中最大限度地減少熱膨脹系數,使模型和模具層壓板之間有良好的尺寸控制。許多預浸材料模具系統最初在65℃左右固化數小時。根據溫度策測量系統和模型傳熱導數,這可能沒有足夠的時間或溫度來推動樹脂的固化交聯。它看起來可能已固化,但并未完全交聯。此階段的玻璃化樹脂在受到沖擊或彎曲時極易斷裂。延長初始工藝溫度下的固化時間,或將溫度(初始固化后)提高到80℃,持續幾個小時,可以幫助在脫模前提高交聯度。之后,建議在高于預期使用溫度的情況下進行完全后固化,然后再繼續操作。
基體樹脂的微裂紋
如果基體樹脂受損,最有可能發生在脫模過程中,即用楔子將模具從模型中移除時。這在外露邊緣的工具設計中尤其如此,在這種設計中,層壓板與楔子表面在一個平面上。在脫模過程中,層壓板的局部沖擊和彎曲所產生的力量導致每個楔子位置出現嚴重的扇形微裂紋。熱循環(膨脹和收縮)加劇了這種狀況,因為微裂縫網絡在層壓板內富含樹脂的區域繼續增長,最終導致真空/壓力完整性的喪失。因此,在楔形線處有一個半徑較大的法蘭,可以加強結構的硬度,并盡量減少斷裂的機會。
切割或加工邊緣
強烈建議不要使用往復鋸(曲線鋸或鋸刀)或高速磨料切割輪來修剪模具層壓板的尖銳邊緣。往復鋸會使邊緣產生微裂紋,切割輪會使基體樹脂過熱,更容易斷裂。建議將邊緣鋪設得盡可能接近最終形狀,然后平行于邊緣進行手工或砂帶打磨,而不是修整。之后,用橡膠邊緣保護器覆蓋邊緣,以保障邊緣不受損壞,員工不受傷害(圖2)。

圖2. 該模具有一個與模具層壓板粘合的擠壓橡膠球,為模具和操作員提供額外保護。注意模具設計中使用的模制法蘭和索引特征
模具層壓板上的孔、銷、襯套和貫穿物
詢問任何做模具維護的工具制造商,他們會告訴你,隨著時間的推移,模具孔、銷子、襯套和其他穿入或穿過模具層壓板的地方會開始漏氣。當一個周期又一個周期地使用時,銷釘位置、襯套和金屬真空管道/硬件位置上的應力都會在相鄰的基體樹脂中產生微裂紋,最終與微裂紋(漏氣)網絡連接起來。最好的辦法可能是利用模具中的成型特征,為后續修剪和鉆孔操作中使用的模具提供零件索引(圖3)。
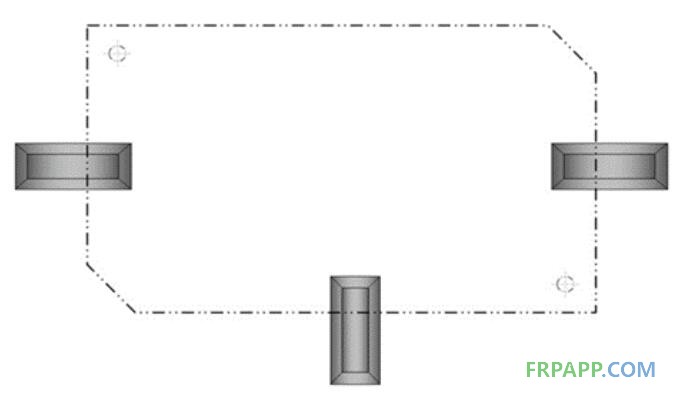
圖3. 模制索引的概念,用于將模制件定位到后續的修整和/或鉆孔夾具或固定裝置上。模制索引也可用于定位和二次粘合配合的零件
多件式模具
與其用分模線將模具分割成獨立的部分以適應負壓配置,不如考慮將模具設計成插入 "母體 "模具的部分,以保持整個分模線的真空/壓力完整性(圖4)。

從后知后覺到先知先覺
在減少或消除復合材料模具的漏氣方面還有很多好主意。例如,在20世紀80年代,有在模具層壓板設計中使用氟橡膠夾層以減少預浸料高壓固化模具的漏氣。氟橡膠層在消除漏氣方面效果很好,但在層壓設計中需要額外考慮,以減少熱膨脹效應。重點是,只要有一點知識和一些遠見,模具設計者和制造者可以提前采取額外措施,以生產高質量、無泄漏的復合材料模具。在制造復合材料模具時,請記住 "預加工而不是返工 "這句格言。










 魯ICP備2021047099號
魯ICP備2021047099號