





拉擠成型于1951年首次在美國注冊專利,60年代發展很慢,70-80年代進入快速發展階段。我國起步則較晚,直到90年代隨著拉擠專用樹脂技術的引進生產才進入快速發展時期。目前,引進及國產拉擠生產線已超過200條。我國發展拉擠與歐美形式相似:先開發形狀簡單的棒材,然后隨著化工防腐、電力、采礦等行業的發展與需求,開發了型材制品,目前這些技術已經比較成熟。
拉擠工藝是一種連續生產復合材料型材的方法,它是將紗架上的無捻玻璃纖維粗紗和其他連續增強材料、聚脂表面氈等進行樹脂浸漬,然后通過保持一定截面形狀的成型模具,并使其在模內固化成型后連續出模,由此形成拉擠制品的一種自動化生產工藝。
利用拉擠工藝生產的產品其拉伸強度高于普通鋼材。表面的富樹脂層又使其具有良好的防腐性,故在具有腐蝕性的環境的工程中是取代鋼材的最佳產品,廣泛應用于交通運輸、電工、電氣、電氣絕緣、化工、礦山、海洋、船艇、腐蝕性環境及生活、民用各個領域。
拉擠成型工藝流程
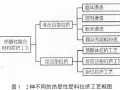
拉擠成型工藝形式很多,分類方法也很多。如間歇式和連續式,立式和臥式,濕法和干法,履帶式牽引和夾持式牽引,模內固化和模內凝膠模外固化,加熱方式有電加熱、紅外加熱、高頻加熱、微波加熱或組合式加熱等。
拉擠成型典型工藝流程為:
玻璃纖維粗紗排布——浸膠——預成型——擠壓模塑及固化——牽引——切割——制品

拉擠成型工藝流程圖









 魯ICP備2021047099號
魯ICP備2021047099號