






拉擠模具一般由預成型模和成型模兩部分組成。
①預成型模具:在拉擠成型過程中,增強材料浸漬樹脂后(或被浸漬的同時),在進入成型模具前,必須經過由一組導紗元件組成的預成型模具,預成型模的作用是將浸膠后的增強材料,按照型材斷面配置形式,逐步形成近似成型模腔形狀和尺寸的預成型體,然后進入成型模,這樣可以保證制品斷面含紗量均勻。
②成型模具:成型模具橫截面面積與產品橫截面面積之比一般應大于或等于10,以保證模具有足夠的強度和剛度,加熱后熱量分布均勻和穩定。拉擠模具長度是根據成型過程中牽引速度和樹脂凝膠固化速度決定,以保證制品拉出時達到脫模固化程度。一般采用鋼鍍鉻,模腔表面要求光潔,耐磨,借以減少拉擠成型是的摩擦阻力和提高模具的使用壽命。
模具設計的好壞,直接影響拉擠過程中所用牽引力大小,若牽引阻力過大,易造成機械事故。經常因某段模具被拉毛,表面不夠光滑,樹脂易固化,造成牽引機履帶與輪之間打滑,致使玻璃纖維都固化在模具中,牽引機拉不動。
成型模具按結構形式可分為整體成型模具和組合式成型模具兩類。整體模具是由整體鋼材加工而成,一般適用于棒材和管材。組合成型模具有上、下模對合而成。這種類型的模具易于加工,可生產各種類型的型材,但制品表面有分型線痕跡。
空腹制品采用芯模。芯模一端固定,另一端懸臂伸入上、下模所形成的空間,與上、下模一起構成產品所需的截面形狀。為減少脫模時芯模產生的阻力,芯模尾部加工成1/300~1/200的錐度,較大的芯模應考慮采用模心加熱裝置。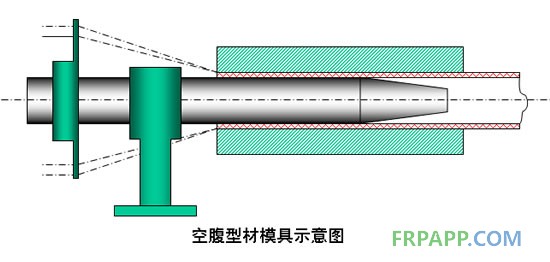
①預成型模具:在拉擠成型過程中,增強材料浸漬樹脂后(或被浸漬的同時),在進入成型模具前,必須經過由一組導紗元件組成的預成型模具,預成型模的作用是將浸膠后的增強材料,按照型材斷面配置形式,逐步形成近似成型模腔形狀和尺寸的預成型體,然后進入成型模,這樣可以保證制品斷面含紗量均勻。
②成型模具:成型模具橫截面面積與產品橫截面面積之比一般應大于或等于10,以保證模具有足夠的強度和剛度,加熱后熱量分布均勻和穩定。拉擠模具長度是根據成型過程中牽引速度和樹脂凝膠固化速度決定,以保證制品拉出時達到脫模固化程度。一般采用鋼鍍鉻,模腔表面要求光潔,耐磨,借以減少拉擠成型是的摩擦阻力和提高模具的使用壽命。
模具設計的好壞,直接影響拉擠過程中所用牽引力大小,若牽引阻力過大,易造成機械事故。經常因某段模具被拉毛,表面不夠光滑,樹脂易固化,造成牽引機履帶與輪之間打滑,致使玻璃纖維都固化在模具中,牽引機拉不動。
成型模具按結構形式可分為整體成型模具和組合式成型模具兩類。整體模具是由整體鋼材加工而成,一般適用于棒材和管材。組合成型模具有上、下模對合而成。這種類型的模具易于加工,可生產各種類型的型材,但制品表面有分型線痕跡。
空腹制品采用芯模。芯模一端固定,另一端懸臂伸入上、下模所形成的空間,與上、下模一起構成產品所需的截面形狀。為減少脫模時芯模產生的阻力,芯模尾部加工成1/300~1/200的錐度,較大的芯模應考慮采用模心加熱裝置。
拉擠模具用鋼分類
|
特 性
|
鋼 號
|
|
高耐磨
|
GCr9、Cr12、Cr12MoV、Cr5Mo1V
|
|
低變形
|
T13、9Mn2V、CrWMn
|
|
加工性好
|
T12、4CrMo、WCrV
|
|
滲碳、滲氮
|
20Cr、12CrNi2、20Mn2、20CrMnTi
|
|
預硬型
|
40Cr、38VrMoAl、3Cr2Mo、38CrMnAlA
|
|
淬硬型
|
4CrB、9MnZY、T7
|
|
耐沖擊型
|
6CrW2Si、5CrNiMo
|









 魯ICP備2021047099號
魯ICP備2021047099號