






1. 玻璃鋼生產主要原材料:包括如下:
1) 無堿玻璃纖維表面氈
2) 無堿玻璃纖維短切原絲氈
3) 無堿針織氈
4) 無堿玻璃纖維纏繞紗
5) 精選石英砂(對大口徑高剛度要求管)
6) 結構樹脂(臨苯或間苯型不飽和聚酯樹脂)
7) 內襯樹脂(間苯型不飽和聚酯樹脂,通過衛生檢疫部門檢驗合格的無毒樹脂)
8) 外保護樹脂(間苯型不飽和聚酯樹脂)
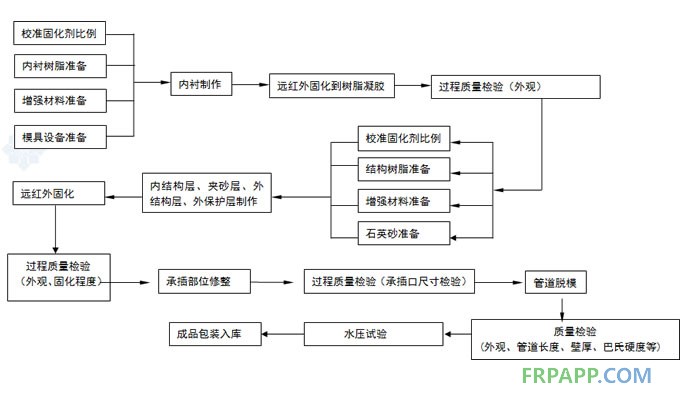
2. 玻璃鋼管道制作過程簡述(參見附件:玻璃鋼管道生產工藝流程圖)
1) 清理模具,要求光滑平整;在模具表面環向纏繞聚酯薄膜,作為脫模用。
2) 制作內襯層:
在模具上,使用加入一定比例催化劑和促進劑的樹脂,由微機控制配比并將樹脂均勻噴涂在模具表面,依次由里到外分別使用無堿玻璃纖維表面氈等短纖維織物增強,并用網狀物進行氣泡趕除,使其整體密實。進行內襯固化。
3) 纏繞層、夾砂層及外保護層的制作:
將設計好的工藝參數輸入微機,由微機控制用浸透樹脂的無堿玻璃纖維紗進行纏繞直至內部纏繞層厚度。隨即進行環向夾砂操作,并由帶上較大張力的裹砂材料和環向無堿纖維紗進行密實纏繞,直至設計的夾砂層厚度。同上述內纏繞過程按規定厚度制作外纏繞層。管道的插口毛坯由微機控制隨纏繞同步制作。
4) 修整、脫模:
待管道固化后,用對應規格的磨刀,修整出雙“O”型槽,并在其表面均勻涂上樹脂。同時切其承口毛坯。待雙“O”型槽上的樹脂固化不粘手后,用液壓脫模機將管道和模具分離,并在其管道中間部分按要求作標記。
3. 產品質量檢測
按標準執行產品檢驗包括:
1) 外觀目測檢驗,內容包括:內表面光滑平整,無對使用性能有影響的龜裂、分層、針孔、雜質貧膠區及氣泡。管端部應平齊,邊棱無毛刺,外表面無明顯缺陷。
2) 尺寸硬度檢驗,項目包括:長度偏差、插口尺寸、壁厚、巴氏硬度;
3) 水壓滲漏檢驗(DN1400以上批量檢驗)。
4) 力學性能檢驗(批量檢驗)
4. 包裝及發貨
制作鋼制托架,在工廠內對管道插口部位用柔性材料進行包裝,將管道產品安放在托架上,將鋼架裝入集裝箱中;送至客戶指定地點。








 魯ICP備2021047099號
魯ICP備2021047099號