






碳纖維復合材料作為國家戰略性新型材料一直廣受關注,從軍工到民用,滲透到我們生活中的各個角落。根據日本東麗的碳纖維分級來說,碳纖維分為T300~T1000不等,越往上碳纖維等級越高。其中每個等級又分為1K、3K、6K、12K、24K、48K、60K、80K,K代表1000,也就是說1k代表每一束碳纖維中有1000根單絲,80k代表每一束碳纖維中有80000根單絲。
一般來說,12k以下被統稱為小絲束碳纖維,又被稱作“航空航天級”碳纖維,12k以上被稱為大絲束碳纖維,或者是工業級碳纖維。本文所介紹的拉擠復合材料由于尺寸較大,故而選擇大絲束碳纖維。
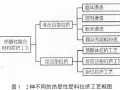
復合材料拉擠工藝過程如下圖所示,所使用的設備主要包括碳纖維供給裝置、樹脂浸漬槽、預成型裝置、加熱成型模口、拉拔裝置,切割裝置等。

2 引紗與浸膠
置于軸架上的連續碳纖維通過導向和排列裝置引出,送至樹脂浸漬單元,導向裝置的設計要求是使碳纖維從軸架到口模保持平直,對所有纖維束施加的力相等,避免因纖維束間張力的變化導致拉擠制品扭曲變形。浸漬操作中,首先在樹脂浸漬槽中精確地量入熱固性樹脂和固化劑等,將樹脂、固化劑與脫模劑按一定質量比混合,攪拌均勻注入樹脂浸漬槽。一般樹脂廠家都會給出指導性的配比,其中少量的內脫模劑必不可少,防止在熱固成型過程中堵塞模具。
在整個浸漬過程中,纖維浸潤要完全,不應存在干纖維,干纖維的存在會導致拉擠物產生缺陷,控制碳纖維浸潤程度的一個重要工藝參數是樹脂體系的粘度,該粘度稱為初始粘度,其大小不僅與樹脂本身有關,而且與添加劑、溫度有關。除了初始粘度以外,碳纖維浸潤效果還與浸潤時間、浸潤時樹脂的溫度和浸漬槽中碳纖維的工作狀態有關,一般來說,給定了初始粘度,碳纖維工作狀態正常,浸漬時間延長,樹脂溫度升高,均可以改善纖維浸潤程度。
在這一過程中,還要注意以下幾點:
(1)由于大絲束碳纖維中每束碳纖維較多,要時刻注意樹脂對碳纖維單絲的浸潤情況,不僅碳纖維絲束表面要有較好的浸潤,還要保證碳纖維絲束內部也都能夠浸潤充分,否則會造成內部缺陷,影響最終產品的性能。
(2)樹脂的粘度要保持在一定的范圍,室內溫度要控制好,如果天氣溫度過低的話,可以考慮膠槽加溫,以保證樹脂能夠隨著碳纖維順利地進入模具口,不會被擠出來,也不會堵塞。
3 加熱固化
一般來說,拉擠過程分為三個加熱區域。首先是預熱區,作用是為下一區域反應做準備;其次是凝膠區,在這個區域中,樹脂發生固化交聯并產生相變,從粘稠態轉變為凝膠態;最后是恒溫區,防止溫度驟變使得復合材料產生裂紋。口模區域的溫度控制關系到拉擠生產速率和制品的質量。溫度控制的關鍵是使物料固化速率與型材牽引速度一致,同時,還要保證加熱均勻,物料各處固化速率盡量一致。口模處通常采用板式或筒式接觸加熱器。目前,高頻預熱和高頻固化解決了快速固化的問題。對于不同類型的樹脂,三個區域的溫度各不相同,總體來說,其中的規律為依次增大。另一方面,針對不同尺寸的復合材料,三個區域的溫度也有所變化,比如尺寸大、較厚的拉擠桿件,固化溫度要高于樹脂的固化溫度,因為溫度是從復合材料的表面向內傳遞,這樣才能使得里面的樹脂完全固化,和碳纖維很好地結合在一起。
4 牽引
拉擠成型通常使用夾持牽引裝置,該裝置有兩副內部形狀與制件相匹配的家具,拉擠物處于夾具中間,夾具靠壓縮空氣上下啟閉,該夾具安裝在支撐座上,液壓油缸驅動夾持裝置作往復運動,為了不損傷拉擠物的表面,夾具與拉擠物接觸常襯以聚氨酯材料。牽引裝置的線速度與模具溫度和樹脂體系配合,以保證模具內部有良好的固化反應。生產不同的產品,應選擇不同的牽引速度,因此,要求牽引裝置速度可以調節。
5 后固化
拉擠工藝的控制還應該考慮后固化的問題,對于大型制件尤為重要。因此不論連續成型加工中速度多慢,也很難產生像間歇生產那樣的固化狀態。拉擠成型后期固化簡單方式是安裝一個加熱固化室,而更多采用的是在一個分離的加熱室,用來后固化,保證固化程度。









 魯ICP備2021047099號
魯ICP備2021047099號