





傳統環氧模具制作方案簡介

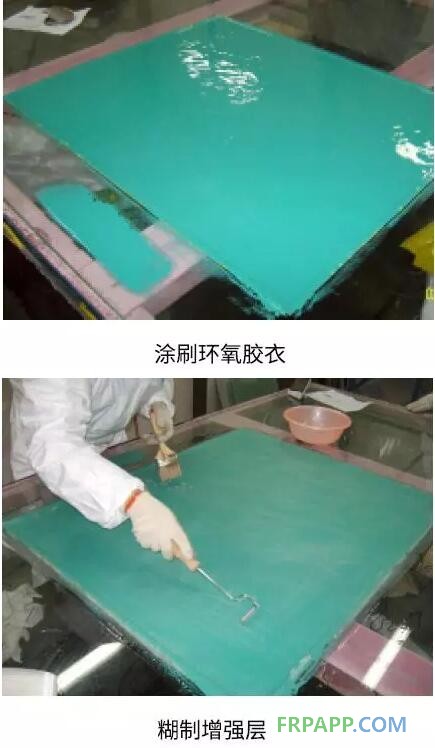
 方案一:環氧膠衣+手糊增強層
方案一:環氧膠衣+手糊增強層
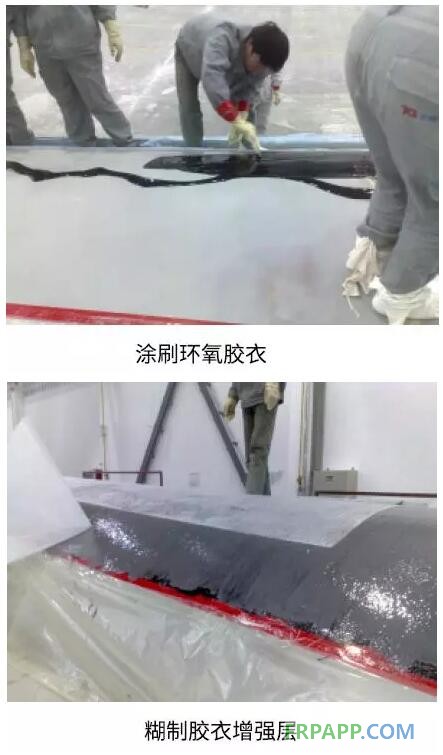
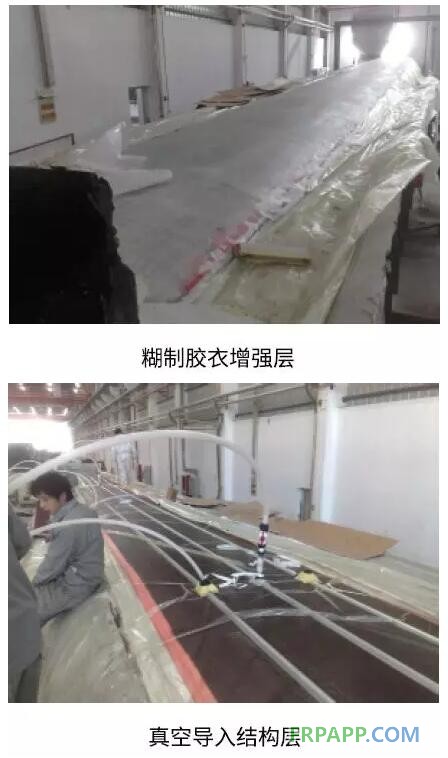
 方案二:環氧膠衣+手糊+導入
方案二:環氧膠衣+手糊+導入
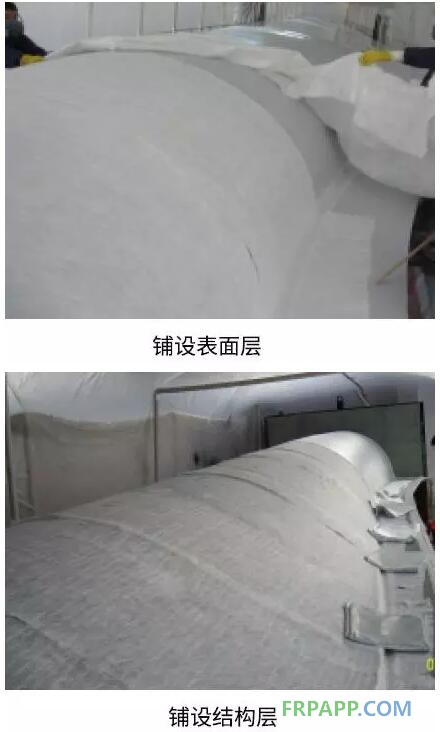
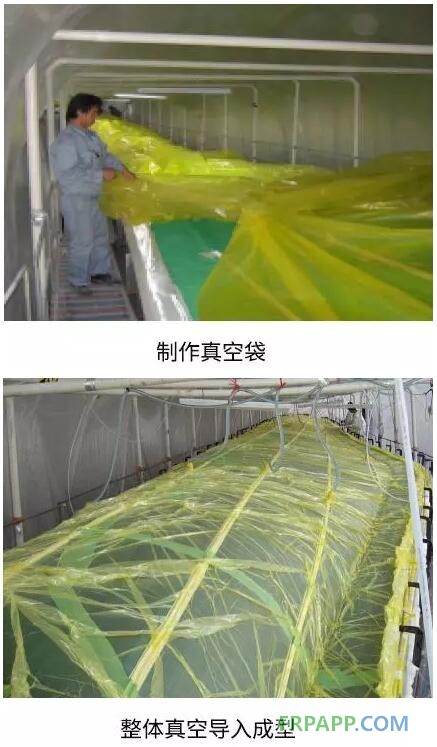
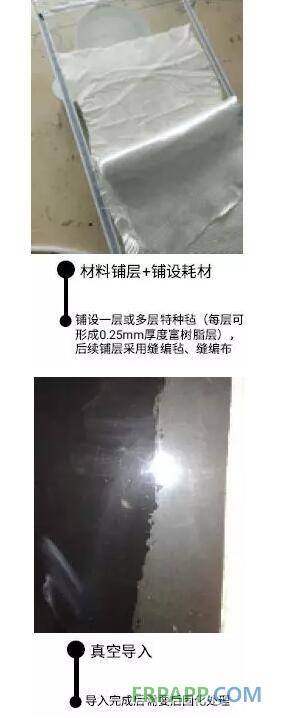
 方案三:真空導入
方案三:真空導入

耐高溫復合材料模具應用領域:
傳統環氧模具制作方案
典型模具的結構
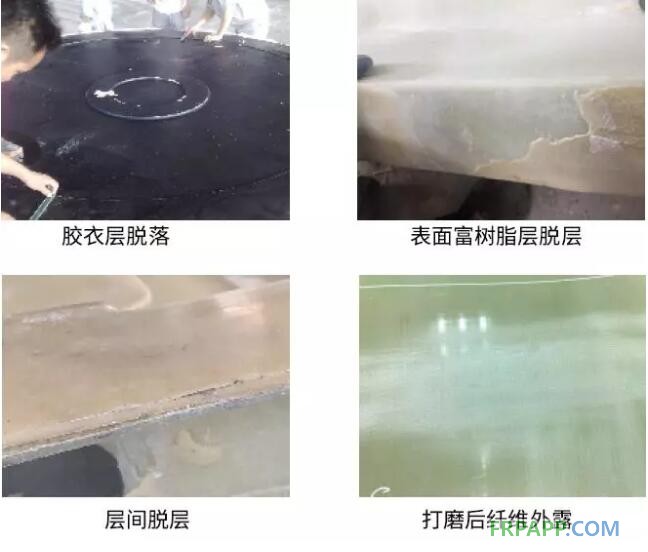
傳統方案存在的問題
常見問題
1、手糊工藝:膠衣易脫層,層間結合力差易分層,厚度不均勻,且Tg超過120℃的膠衣很難獲得。
2、無膠衣真空導入:難以獲得表面富樹脂層,維護保養困難。
3、預浸料:難以獲得表面富樹脂層,成本高,尺寸受限制。
我們的解決方案
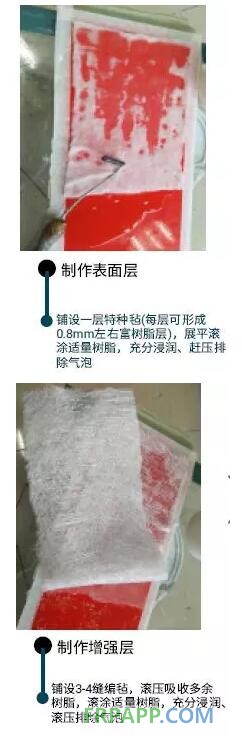
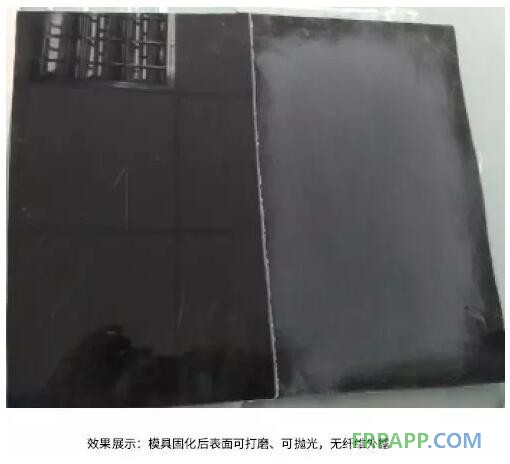
方案一:手糊,模具可以一次成型,模具表面形成類似膠衣的富樹脂層
方案二:真空導入,優化鋪層結構形成膠衣功能的表面,方便打拋光
INV-E742/C742高溫環氧模具樹脂:
1、混合物低粘度(250-350cp),適用期長,放熱峰低。適合大厚度積層的手糊和真空導入成型
2、樹脂充分固化后Tg160℃,斷裂延伸率4-6%,常溫可初步固化,60℃下后固化4-6小時基本滿足脫模要求
3、固化后的樹脂韌性好、耐溫性能優異。可以耐受目前市場上大部分中低溫成型工藝溫度要求
INV-E745/C745高溫環氧模具樹脂:
1、混合物低粘度(400-500cp),適用期長,放熱峰低。適合大厚度積層的手糊和真空導入成型
2、樹脂固化后Tg210℃,斷裂延伸率3-4%,常溫可固化,60-80℃下后固化6-8小時滿足基本脫模要求
3、固化后的樹脂,韌性好、耐溫性能優異。可以耐受目前市面上大部分高溫成型工藝溫度要求










 魯ICP備2021047099號
魯ICP備2021047099號