





連續纖維增強熱塑性復合材料性能優異,作為主承力或次承力結構件具有輕質高強、可設計性、抗疲勞性以及結構功能一體化的特性,在航空航天、軌道交通、汽車等領域具有很大的應用潛力。
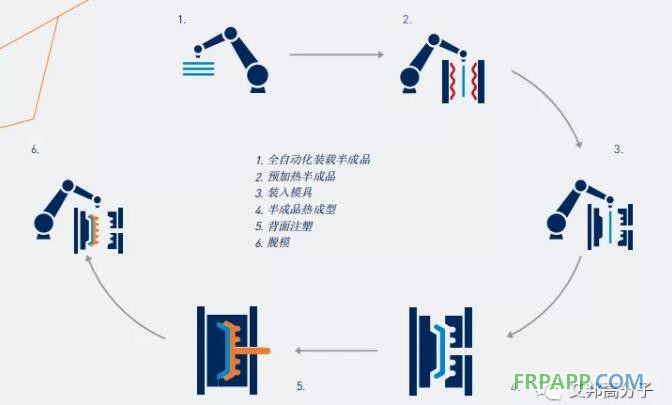
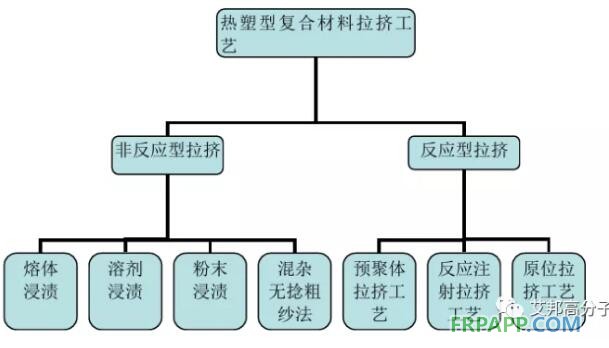

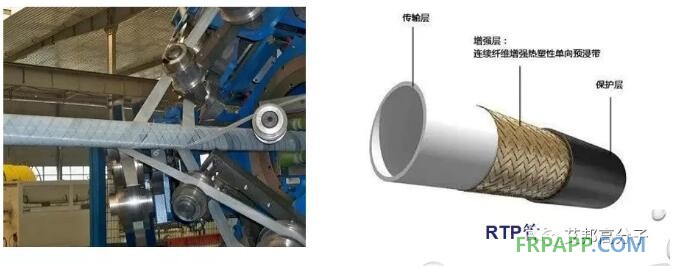
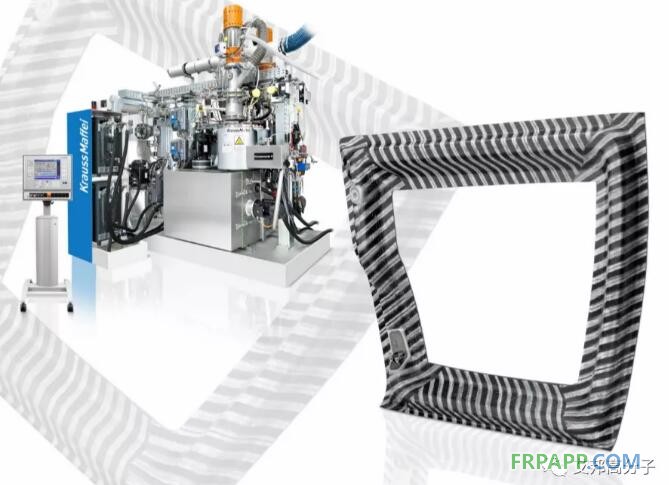
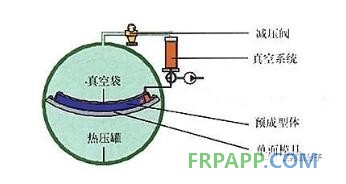
圖 熱壓罐成型工藝示意圖
其中,液體成型工藝主要包括熱塑性基體樹脂傳遞模塑( T-RTM) 工藝、原位拉擠工藝等;而熱塑性預浸料成型工藝則包括熱壓罐工藝、模壓工藝、纏繞工藝等;纖維混雜工藝是制備與增強纖維直徑相當的樹脂纖維,然后使兩種纖維混雜成一種復合紗,最終模壓制備成品。
01、模壓工藝
模壓成型是將熱塑性預浸料裁剪鋪疊后,放入模具中升溫加熱,待升溫至成型溫度后,通過壓機對預浸料鋪層進行加壓,固化得到最終滿足要求的制品。
對于一些復雜的特征、安裝位及加強筋,使用模壓成型很難實現,因此市場上出現模壓結合注塑的成型工藝,如ENGEL的Organomelt工藝、克勞斯瑪菲的FiberForm工藝。
克勞斯瑪菲的FiberForm工藝——復合片材和單向板熱成型和背面注塑工藝相結合,實現高度的功能集成,可應用于座椅托架和靠背、儀表板支架、車門模塊、側面防撞保護裝置、蓄電池支架等部件。2018 年克勞斯瑪菲在美國奧蘭多塑料展上,首次公開展示了該設備和技術。
圖 FiberForm工藝流程,圖源克勞斯瑪菲
02、拉擠工藝
拉擠成型工藝是將浸漬樹脂膠液的連續纖維束、帶或布等,在牽引力的作用下,通過擠壓模具成型、固化,連續不斷地生產長度不限的型材。熱塑性復合材料拉擠工藝,根據預浸技術可分為非反應拉擠成型和反應拉擠成型兩大類。
圖 兩類熱塑性復合材料拉擠成型工藝示意圖
法國CQFD 公司開發了原位拉擠工藝,即纖維紗或織物在外力牽引下,浸潤己內酰胺單體和引發劑后,在定型模具內成型和加熱聚合,最終制成產品。該工藝成型的制品的纖維體積分數可以達到70%,纖維方向上拉伸模量可以達到60 GPa( 增強纖維為玻璃纖維) ,具有優良的比強度和比模量。
這一工藝應用于法國CQFD 公司與彼歐公司、現代汽車一同開發的熱塑性復合材料防撞梁,其主體成型采用原位拉擠工藝,材質為連續玻璃纖維增強PA6( 商品名為C-SHOCK®) ,隨后通過包覆注塑工藝,引入防撞梁的安裝點,整個方案相比金屬方案減重43%( 3.7 kg) 。
圖 采用原位拉擠工藝的前保險杠防撞梁
03、纏繞成型
纏繞成型工藝是先將浸漬樹脂的連續纖維預熱, 并纏繞到芯模上, 在纏繞的過程中持續加熱, 再通過施加壓力使預浸料熔接為一體,逐層粘合,冷卻后得到相應構件制品。熱塑性復合材料的纏繞成型可以采用預浸纖維或者預浸帶進行。
圖 預浸帶纏繞成型
04、T-RTM工藝
傳遞模塑( RTM) 工藝在連續纖維增強熱固性復合材料的制備中應用廣泛;熱固性樹脂在未固化前,黏度較低,可以很容易地進入纖維間隙并浸潤纖維。而熱塑性聚合物由于黏度大,很難實現RTM 工藝。
克勞斯瑪菲開創性地使用聚合物單體注入模具,讓單體在模具內聚合,實現了熱塑性的RTM 工藝——T-RTM工藝。T-RTM工藝的原理是把浸有ε-己內酰胺活性混合物的半成型織物預成型,直接在模具中聚合熟化成尼龍-6。
在2016 K 展上,克勞斯瑪菲首次展示了使用 T-RTM 工藝成型的Roding Roadster R1跑車的車頂外殼框架。值得注意的是: 該部件同時使用了玻璃纖維( 白色) 和碳纖維作為增強材料,并在模具中一體裝配了金屬嵌件。
圖 Roding Roadster R1跑車的車頂外殼框架 圖片來自KraussMaffei官網
05、熱壓罐工藝
熱壓罐成型是將單層預浸料按預定方向鋪疊成的復合材料坯料放在熱壓罐內,在一定溫度和壓力下完成固化過程。熱壓罐是一種能承受和調控一定溫度、壓力范圍的專用壓力容器。坯料被鋪放在附有脫模劑的模具表面,然后依次用多孔防粘布(膜)、吸膠氈、透氣氈覆蓋,并密封于真空袋內,再放入熱壓罐中。
加溫固化前先將袋抽真空,除去空氣和揮發物,然后按不同樹脂的固化制度升溫、加壓、固化。固化制度的制定與執行是保證熱壓罐成型制件質量的關鍵。該種成型工藝適用于制造飛機艙門、整流罩、機載雷達罩,支架、機翼、尾翼等產品。
圖 熱壓罐成型工藝示意圖
06、其他
除了上述工藝外,連續纖維增強熱塑性聚合物基高性能復合材料還可以利用復合浸漬-熔融沉積的3D打印工藝實現高性能復雜結構復合材料構件的低成本一體化快速制造。










 魯ICP備2021047099號
魯ICP備2021047099號