





工藝流程
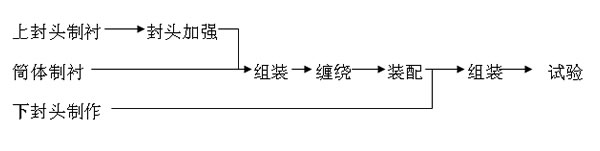
準備工作
a. 仔細閱讀設計文件,注意原材料選用、各部分尺寸、模具的選用、鋪層設計等關鍵事項。
b. 設備調試。首選認真檢查設備運轉及工作部位是否正常,特別要細心檢查樹脂-固化劑雙組分泵是否有堵塞現象,之間配比是否達到設計要求;要確保制襯、纏繞、修整、脫模等設備的運行穩定和工作精度;
c. 清理模具。要求模具表面無坑凹、粉塵、雜物及其他附著物,模具要作到表面平滑,有問題及時修理、維護;
d. 纏聚酯薄膜。為方便脫模,在模具表面應包覆1層聚酯薄膜,薄膜搭接寬度1~2cm,厚度為40um之間。要求薄膜無破損,無皺折,兩面光滑潔凈。薄膜產品質量滿足GB13950-1992的要求。
制襯
筒體在立式纏繞機相應規格的專用模具上制作,開動液壓油泵旋轉主驅動盤,將聚酯薄膜纏到筒體芯模上,內襯采用噴槍噴射整體制作,樹脂在模具的旋轉作用下分布均勻,容易趕除樹脂中的氣泡,內襯平整光滑,沒有接縫。同時內襯按內徑自然成圓弧狀,防止了用平板卷成圓筒產生的微細裂紋。
封頭內襯在專用模具上制作,與筒體組裝時搭接寬度為按設計要求。
停止點檢驗:
1. 符合設計要求(包括規格尺寸、厚度、樹脂含量等)
2. 內外表面平整光滑,無劃痕、疵點、白化現象,內外表面無雜質、無纖維外露、無目測裂紋、無分層、無凹凸不平,色澤均勻,無明顯修補痕跡,氣泡直徑不大于4mm,每平方米數量不多于3個。
組裝
上封頭與筒體組裝時搭接寬度為30mm,糊制粘接外縫。組裝連接部位必須打“V”形坡口,所用粘接材料與筒體封頭材料一致。
停止點檢驗:
1. 符合設計要求(包括規格尺寸、厚度等)
2. 表面無雜質、無纖維外露、無凹凸不平,色澤均勻
纏繞
在微機控制下進行纏繞,采用螺旋纏繞、環向纏繞與玻璃布按照產品工作狀態下所承受的軸向、環向應力情況進行合理的比例分配,各層纖維均勻排列,可大大提高玻璃鋼各層之間的粘接性能,使各層厚度均勻,又避免了純環向纏繞所產生的環向裂紋。
考慮到液體壓力與液體高度成正比關系,既筒體受力從上至下逐漸增大,將筒體厚度設計為上薄下厚,使壁厚與受力大小相匹配。
停止點檢驗:
1.符合設計要求(包括纏繞角度、厚度等)
2.外表面平整光滑,無纖維外露,無明顯氣泡,無干紗、無斷紗或未浸透現象,布線、色澤均勻。
脫模
將固化完全的儲罐從機械上吊起、卸機,注意吊裝時要采取措施,防止貯罐的碰撞。
下封頭制作
下封頭直接在基礎上制作,按圖紙尺寸制作圍堰(以便制作封頭直邊),然后按照工藝鋪層進行底封頭制作。
停止點檢驗:
1. 符合設計要求(包括規格尺寸、厚度、樹脂含量等)
2. 內外表面平整光滑,無劃痕、疵點、白化現象,內外表面無雜質、無纖維外露、無目測裂紋、無分層、無凹凸不平,色澤均勻,無明顯修補痕跡,氣泡直徑不大于4mm,每平方米數量不多于3個。
現場組裝、裝配、安裝及就位
用吊車把貯罐吊到基礎上的底封頭上,下封頭與基礎直接接觸,下封頭起到傳遞載荷給基礎的作用,只是在與筒體連接的拐角部位受力大且受力情況復雜,因此,下封頭直接在基礎上制作,與筒體采用承插式填充連接,使其與基礎充分接觸,增加拐角部位厚度。從外面填堵底封頭與筒體間空隙(可分數次進行),再從內部糊制所有對接縫達到要求,最后安裝筒體外部接管。
停止點檢驗:
1. 符合設計要求(包括規格尺寸、厚度等)
2. 表面無雜質、無纖維外露、無凹凸不平,色澤均勻。










 魯ICP備2021047099號
魯ICP備2021047099號