






2.4 原料的加入量
根據圓管設計要求計算纖維氈用量、樹脂用量。原料191樹脂、環烷酸鈷和過氧化甲乙酮的加入量分別為200g、1g和1.5g,將三者攪拌均勻加入模具。
3 工藝影響因素
3.1 轉速控制
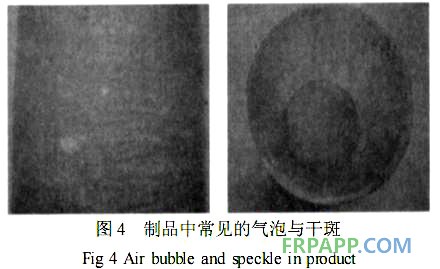
模具旋轉的基本作用是使樹脂滲透到玻璃氈中,并均勻地分布,對制品質量有直接影響。由實驗過程中的觀察知道,這種高速旋轉模塑工藝成型纖維增強樹脂基復合材料制品的氣池主要來自模具與增強物之間的空氣以及增強物之間的空氣排不出而形成氣泡(如圖4)。
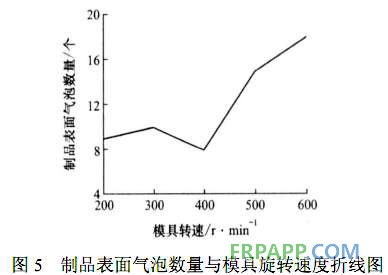
旋轉速度過低,離主力小,并且驅動樹脂流向另一端的力也小,樹脂浸潤玻璃氈的效果差,造成制品中有氣泡,甚至樹脂根本流不到另一端去,也就是產生樹脂不能完全充滿模膠的現象。旋轉速度較高時,由于模具壁處旋轉速度較高,離心力較大,樹脂流動速度較高,在離心作用下樹脂將優先浸潤靠近模具處纖維,這樣造成樹脂流動不均衡,容易在制品內表面形成干斑和氣泡。并且用有限元進行了分析,模擬所得結果和理論分析結果一致。制品質量與旋轉速度關系如圖5所示。考慮以上因素,本實驗選擇最佳轉速為400r/min。
3.2 時間控制
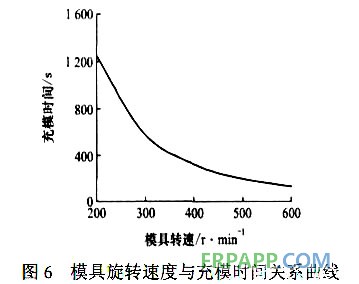
液體原料旋轉模塑成型時間由原料的固化時間決定,固化時間與固化劑的加入量有關。成型復合材料制品由于樹脂要浸潤加強物,成型時間不能太短,否則加強物不能得到很好的浸潤和完全充模,制品有缺陷,但時間不能過長,生產效率降低。轉速與充模時間關系如圖6。
4 結論
采用液體原料通過高速旋轉模塑工藝成型纖維增強樹脂基復合材料制品新方法具有液體原料成型工藝所有的優點:如成型溫度低、成型周期短、能量消耗低、對制品表面復制性好、設備簡單、增強改性效果好等。將旋轉成型和離心成型相結合,增強了樹脂浸潤纖維的驅動力,不僅提高了制品質量,制品具有強度大,剛度高,強度和剛度可設計性好等優點,還是提高了制品的生產效率。









 魯ICP備2021047099號
魯ICP備2021047099號