






隨著我國玻璃纖維行業的日益發展,玻璃纖維生產技術也在不斷進步。對于無捻粗紗的生產,線密度控制是重要的質量指標,國標也有一定的要求,各個廠家對線密度控制也是十分重視。作為一個無捻粗紗生產的老話題,它永遠是個主題。
液位波動
窯爐玻璃液的液位波動產生了玻璃液的內部壓力波動,而這個壓力波動會傳遞給漏板上各個漏嘴中玻璃液。而漏嘴中玻璃液的壓力波動會直接導致流量的變化
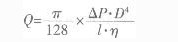
Q:單位時間內漏嘴的流量,△P:玻璃液靜壓力差,D:漏嘴直徑,l:漏嘴長度,η:玻璃液粘度。
顯然,線密度會受到影響。也就說窯爐玻璃液的波動生產生線密度的波動。但是在實際工業生產中液位的按制一般比較精確,就目前我國池窯拉絲而言,基本上都控制在0.5%以內的波動范圍。和國標5%線密度波動相比,液位波動一般不作為線密度的的控制手段,但是如果出現較大的液位波動,線密度必然會產生影響,可以作為日常管理的參考參數。
玻璃液粘度
在其它作業條件不變的情況下,粘度的變化也會直接導致線密度變化,原因是漏嘴的流量的變化。根據前面的流量公式可以看出:粘度的變化直接影響流量,進而使線密度變化。因此,玻璃纖維生產廠家要定期對玻璃進行溫度- 粘度曲線的測定,以保證粘度的一致性。
玻璃液密度
線密度是一定長度的纖維的重量,如果密度變化,在相同條件下生產的纖維體積是一樣的(或者漏板流量是一樣的),重量=密度X體積,因此線密度必然也會變化。一般情況下,玻璃液密度的變化較小(通常小于0.3%),而國標要求的線密度波動是5%,所以,人實際生產控制中,玻璃液密度不作為線密度調整的手段。
冷卻片的影響
1.冷卻片的位置在實際生產中是影響線密度波動的關鍵因素。如果位置太高,它將使漏嘴側壁及部分玻璃液受到冷卻,但是漏板溫度的讀數不會變化。正常情況下冷卻片的上部與漏嘴底部對齊,如果冷卻片位置上移1~2mm,玻璃液流量將減少3%左右,也就是說線密度會減小3%左右,這個影響對于實際生產來說是重要關注和調整因素。
2.更換冷卻片對線密度影響很大,因為冷卻效果改變很多。一般來說,池窯拉絲廠家對冷卻片都非常重視,尤其是冷卻片的冷卻效果和壽命。近年來,很多廠家不斷改進冷卻片鍍層以期達到更長的壽命,盡量延長更換周期。
3.冷卻片用水的溫度也是影響冷卻效果,進而影響線密度的一個因素。大多拉絲廠家的冷卻水都是循環水,因此水的溫度在一天之內變化不大。但是,長時間觀測,溫度是有區別的,在南方溫度變化很小,在北方的生產廠家則要注意冷卻水溫度的變化。這個因素對實際生產中線密度的控制意義不大,但是,技術部門則應考慮此因素。
漏板溫度對線密度的影響
1.在對線密度的控制手段中,大多廠家采取調整漏板溫度的方法。這是一個非常有效的控制手段。實際上,漏板溫度的變化直接表示了玻璃液溫度的變化,也間接說明了玻璃液粘度的變化,如果提高漏板溫度,結果會使玻璃液溫度升高。根據前面的公式可以知道:粘度減小,流量增加,線密度增大。但是,在實際生產中,我們一般要求流量恒定,所以,漏板溫度一般不會大幅調整。但是漏板溫度總是處于一定范圍內波動,因此,如何保證漏板溫度恒定是線密度穩定的一個重要因素。
2.漏板溫度的波動。漏板是一個大功率的耗電裝置,變壓器功率一般都在30kW以上,因此電壓的波動必然引起漏板溫度的變化,實際上就是漏板加熱玻璃液效果的變化。漏板溫度變化帶來的直接結果就是玻璃液溫度的變化,進而玻璃液粘度變化、流量變化,結果導致線密度波動。正是由于漏板電壓的重要性,因此,一般池窯拉絲廠家都在設計時對這個因素非常重視,使用專門的控制柜對漏板溫度進行控制。目前,漏板溫度波動都在1℃以內。如果漏板溫度波動大,則需要對控制系統進行檢查。
1.冷卻片的位置在實際生產中是影響線密度波動的關鍵因素。如果位置太高,它將使漏嘴側壁及部分玻璃液受到冷卻,但是漏板溫度的讀數不會變化。正常情況下冷卻片的上部與漏嘴底部對齊,如果冷卻片位置上移1~2mm,玻璃液流量將減少3%左右,也就是說線密度會減小3%左右,這個影響對于實際生產來說是重要關注和調整因素。
2.更換冷卻片對線密度影響很大,因為冷卻效果改變很多。一般來說,池窯拉絲廠家對冷卻片都非常重視,尤其是冷卻片的冷卻效果和壽命。近年來,很多廠家不斷改進冷卻片鍍層以期達到更長的壽命,盡量延長更換周期。
3.冷卻片用水的溫度也是影響冷卻效果,進而影響線密度的一個因素。大多拉絲廠家的冷卻水都是循環水,因此水的溫度在一天之內變化不大。但是,長時間觀測,溫度是有區別的,在南方溫度變化很小,在北方的生產廠家則要注意冷卻水溫度的變化。這個因素對實際生產中線密度的控制意義不大,但是,技術部門則應考慮此因素。
漏板溫度對線密度的影響
1.在對線密度的控制手段中,大多廠家采取調整漏板溫度的方法。這是一個非常有效的控制手段。實際上,漏板溫度的變化直接表示了玻璃液溫度的變化,也間接說明了玻璃液粘度的變化,如果提高漏板溫度,結果會使玻璃液溫度升高。根據前面的公式可以知道:粘度減小,流量增加,線密度增大。但是,在實際生產中,我們一般要求流量恒定,所以,漏板溫度一般不會大幅調整。但是漏板溫度總是處于一定范圍內波動,因此,如何保證漏板溫度恒定是線密度穩定的一個重要因素。
2.漏板溫度的波動。漏板是一個大功率的耗電裝置,變壓器功率一般都在30kW以上,因此電壓的波動必然引起漏板溫度的變化,實際上就是漏板加熱玻璃液效果的變化。漏板溫度變化帶來的直接結果就是玻璃液溫度的變化,進而玻璃液粘度變化、流量變化,結果導致線密度波動。正是由于漏板電壓的重要性,因此,一般池窯拉絲廠家都在設計時對這個因素非常重視,使用專門的控制柜對漏板溫度進行控制。目前,漏板溫度波動都在1℃以內。如果漏板溫度波動大,則需要對控制系統進行檢查。
拉絲速度
1.在其它條件都不變的條件下,漏嘴的流量是恒定的。Q=ν·tex,Q:單位時間內漏嘴的流量,ν:拉絲線速度,tex:線密度。
拉絲速度增大,線密度減小。因此拉絲速度也是調整線密度的重要手段,在實際拉絲生產中也經常使用這種調整。比如:不同的品種可能要求不同的線密度。這時一般采取調整拉絲速度而不是調整漏板溫度。
2.要想獲得穩定的線密度,拉絲速度必須穩定。拉絲速度要求是等線速,但是不同的拉絲機,精度略有不同。目前,大多池窯拉絲廠家的拉絲機轉速精度都較高。但是實際拉絲過程中,拉絲線速度并不是恒定的,總是有一定的波動,而且有些波動是無法避免的,比如在纏繞過程中線速度的周期變化,因此,定期檢查拉絲機的精度是必要的。
飛絲對線密度的影響
很多人對飛絲后再次上車都習以為常,一般不考慮對線密度的影響,但是實際上,如果停機時間超過10min的話,再次上車時,玻璃液的溫度在一段時間內一直處于波動狀態,有的漏板可能需要30min才能恢復正常控制。因此,飛絲后應盡量縮短停機時間。這和操作者水平有關,一個熟練的操作工可能在1min內上車,一個新工人則可能用幾分鐘或者更長時間。兩個人操作對線密度的影響程度是不一樣的。
結論
1.線密度是漏嘴流量和拉絲速度的函數,因此兩者也是線密度調整的重要手段。
2.冷卻片的冷卻效果是影響線密度的重要因素。
3.漏嘴流量和玻璃液的粘度、靜壓差、密度等有關。
4.操作水平對開始拉絲一定時間內的線密度有影響。
1.在其它條件都不變的條件下,漏嘴的流量是恒定的。Q=ν·tex,Q:單位時間內漏嘴的流量,ν:拉絲線速度,tex:線密度。
拉絲速度增大,線密度減小。因此拉絲速度也是調整線密度的重要手段,在實際拉絲生產中也經常使用這種調整。比如:不同的品種可能要求不同的線密度。這時一般采取調整拉絲速度而不是調整漏板溫度。
2.要想獲得穩定的線密度,拉絲速度必須穩定。拉絲速度要求是等線速,但是不同的拉絲機,精度略有不同。目前,大多池窯拉絲廠家的拉絲機轉速精度都較高。但是實際拉絲過程中,拉絲線速度并不是恒定的,總是有一定的波動,而且有些波動是無法避免的,比如在纏繞過程中線速度的周期變化,因此,定期檢查拉絲機的精度是必要的。
飛絲對線密度的影響
很多人對飛絲后再次上車都習以為常,一般不考慮對線密度的影響,但是實際上,如果停機時間超過10min的話,再次上車時,玻璃液的溫度在一段時間內一直處于波動狀態,有的漏板可能需要30min才能恢復正常控制。因此,飛絲后應盡量縮短停機時間。這和操作者水平有關,一個熟練的操作工可能在1min內上車,一個新工人則可能用幾分鐘或者更長時間。兩個人操作對線密度的影響程度是不一樣的。
結論
1.線密度是漏嘴流量和拉絲速度的函數,因此兩者也是線密度調整的重要手段。
2.冷卻片的冷卻效果是影響線密度的重要因素。
3.漏嘴流量和玻璃液的粘度、靜壓差、密度等有關。
4.操作水平對開始拉絲一定時間內的線密度有影響。









 魯ICP備2021047099號
魯ICP備2021047099號