






玻璃纖維增強塑料 俗稱玻璃鋼,是一種強度高、比重小、耐腐蝕、透波性好的復合材料,它在航天航空以及雷達天線罩等領域正得到越來越廣泛的應用。玻璃鋼產品的制作主要是在模具上手糊成型,這種成型方法決定了模具在玻璃鋼產品制作生產中的重要性。目前,關于玻璃產品的模具設計這方面文獻資料還比較少,尤其是對那些形狀比較特殊、外表面要求又比較高的產品,更沒有成熟的規范可循。本文就某一細長管件玻璃鋼產品的模具來討論如何更好地設計此類模具。
1 產品特點
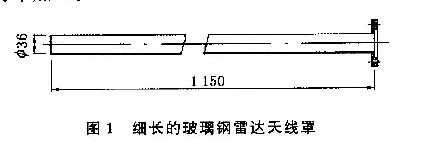
圖1所示為某航空測控雷達天線罩,材料為玻璃鋼,外形很簡單,由一端封閉的細長筒型罩體與另一端的連接法蘭組成,它的特殊點是細而長,長細比近30,罩體與法蘭須一次成型。由于透波性能要求,罩體壁厚僅1.5 mm,內外表面粗糙度、直線度以及法蘭端面與罩體軸心的垂直度要求都很高。它的內表面粗糙度由模芯保證,但手糊玻璃鋼產品外表面是粗糙不平的,所以在手糊成型后還必須對它的外表面進行車加工。
2模具結構
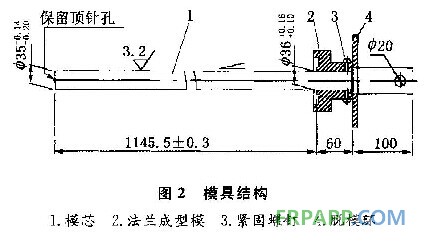
模具結構如圖2所示,主要由模芯1、法蘭成型模2、緊固螺釘3及脫模環4組成。該模具設計要點在于產品比較細長,脫模是個主要難題,為保證順利脫模,模芯成型段必須要有脫模錐度,但由于罩體兩端的內孔孔徑又不能相差太大,所以在1 150 mm長度的罩簡成型段上,脫模錐度定為1/1 000,這樣罩筒底部(法蘭端)內徑為36 mm,罩頂部內徑為35 mm,保證了大小頭直徑基本一致。但這么小的脫模錐度加上產品細長,因此靠手工脫模是不行的,必須放到脫模機上進行,為此配制了脫模環4,并在模芯的后端打個20 mm孔,供脫模時用。
另外,產品外表面須車加工,所以模芯后部加長100 mm作為車加工時的夾持段,并在模芯前端保留頂針孔,以保證如此細長桿件的車加工順利進行。車加工完畢后罩筒頂端由車床頂針造成的孔先不封堵,作為脫模時的通氣孔。
法蘭成型模2用來成型法蘭,為保證法蘭端面與罩筒軸心垂直,故法蘭成型模與模芯之間應具有一定的配合長度,這里定為60 mm,見圖2,成型時法蘭成型模用2個緊固螺釘固定在模芯上。
3產品脫模
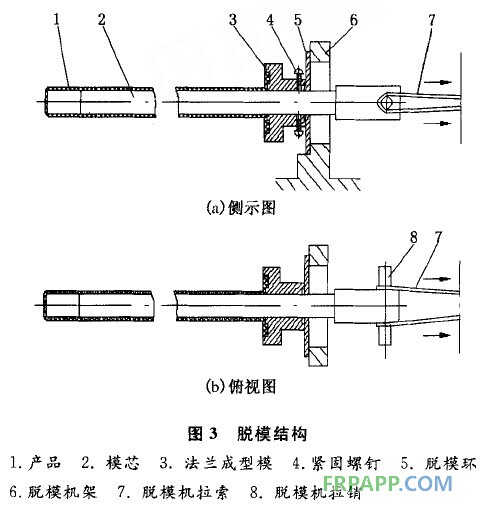
產品手糊完成并固化后車加工外表面,車加工后脫模,脫模放到管件通用脫模機上進行,因通用脫模機上的通孔比較大,脫模環4就正好起到了阻擋作用,如圖3所示。脫模時先將法蘭成型模上2個緊固螺釘松開,在模芯后端孔中插入拉銷,拉銷的兩端套上拉索,脫模機的拉力通過拉索、拉銷,很容易就可把模芯從產品中脫出,在這過程中由于罩筒頂部有通氣孔所以罩筒內不會因產生負壓而影響脫模,脫模完畢后再用玻璃鋼材料將該孔嚴實牢固的封堵。
4 結論
由于此模具模芯脫模錐度設計合理、法蘭成型模與模芯配合長度適當、車加工的夾持段與頂針孑L的保留以及與脫模機配套的脫模環和脫模拉銷孔的配置,使產品的成型、外表面車加工以及脫模等各工序都能順利進行,產品的尺寸精度、表面粗糙度及形位公差都達到了要求,模具使用方便,效果很好。









 魯ICP備2021047099號
魯ICP備2021047099號