






1 緒論
1.1復合材料的應用與研究
復合材料,是由兩種或兩種以上不同性質的材料,通過物理或化學的方法,在宏觀上組成具有新性能的材料。各種材料在性能上互相取長補短,產生協同效應,使復合材料的綜合性能優于原組成材料而滿足各種不同的要求。復合材料具有質量輕、比強度、比模量高,較好的延展性、抗腐蝕、隔熱、隔音、耐高溫、性能可設計性等特點,因此被大量用于航空航天等軍事領域和民用領域,是制造飛機、火箭、航天飛行器等的理想材料。
在航空工業中,復合材料的應用越來越廣泛,而且成為衡量飛機性能的重要參數。復合材料成型技術在應用過程中不斷積累應用經驗,提高技術水平, 完善配套技術, 從非承力構件整流蒙皮逐漸發展到承力構件尾翼、機翼, 從簡單結構層合壁板, 逐漸發展到整體復合材料結構尾翼和機翼。先進樹脂基復合材料在飛機上的應用可以實現15% ~30%減重, 可有效降低飛機的結構重量, 提高飛機的機動性能和有效載荷等。飛機結構復合材料化已經成為趨勢, 先進樹脂基復合材料已經成為不可缺少的關鍵航空結構材料。從上世紀90 年代開始, 先進戰斗機大量使用先進樹脂基復合材料, 如F - 22飛機復合材料的用量達到約25% , F - 35 復合材料用量達到35% ,主要應用包括機翼、機身、尾翼等主要承力構件。先進樹脂基復合材料在民用飛機的應用從2003 年用量得到了跨越發展, 空客公司的A380寬體客機復合材料的用量增加到24% , 波音公司的B787飛機復合材料用量達到約50% , 空客公司在研究的A350XWB復合材料用量將達到52%。隨著國內先進樹脂基復合材料性能的提高, 制造技術的不斷成熟, 配套無損檢測和裝配等技術的完善, 國內先進樹脂基復合材料在直升機、殲擊機和大型飛機得到相當的應用。殲擊機復合材料的用量已經達到6% ~9% , 主要包括機翼、平尾、垂尾、前機身、鴨翼、襟副翼、腹鰭等; 直升機復合材料用量達到25% ~33% ,主要包括旋翼系統和機身結構。先進樹脂基復合材料機翼、平尾、垂尾、鴨翼、直升機機身、尾段等復合材料構件已經實現批量生產。

1.2樹脂基復合材料的應用現狀
復合材料按其基體材料的不同可分為聚合物復合材料、金屬基復合材料和無機非金屬基復合材料,我們通常所說的樹脂基復合材料屬于聚合物復合材料,現階段復合材料的應用以它最廣,占所有復合材料總量的90%以上。所以本文主要講述了樹脂基復合材料的成型工藝。
先進復合材料主要指熱固性樹脂或熱塑性樹脂為基體、高性能連續纖維為增強體的一類材料,對于飛機承力結構而言,尤其以碳纖維/環氧樹脂基復合材料和碳纖維/雙馬樹脂基復合材料用量最大。先進復合材料是通過一定的工藝方法由樹脂和纖維復合而成的,與傳統的金屬材料不同,樹脂基復合材料工藝過程具有材料形成和構件成型同時完成的特點,即復合材料形成時其結構尺寸與構件基本一致,只需少量的后加工便可使用。這個特點一方面使得一些對于傳統材料難以加工的構件成為了可能,另一方面也決定了工藝過程對于復合材料性能和成本的重要性。目前,隨著復合材料工業的迅速發展,樹脂基復合材料正憑借其本身固有的輕質高強、成型方便、不易腐蝕、質感美觀等優點,越來越受到人們的青睞。
1.3樹脂基復合材料成型工藝
樹脂復合材料的成型方法主要包括兩部分:熱塑性樹脂復合材料成型和熱固性樹脂復合材料成型。熱塑性樹脂基復合材料的成型方法包括樹脂傳遞模塑成型法、模壓成型法、注射成型法、拉擠成型法、彈性體儲存成型法和纖維纏繞成型法等:熱固性樹脂基復合材料成型方法主要包括層壓成型法、模壓成型法、手糊成型法、拉擠成型法和纏繞成型法等。
1.4 本文研究方向
本文著重介紹了樹脂基復合材料纏繞成型工藝及其應用,主要包括纏繞成型的原材料、工藝流程、影響制品的因素、制品容易產生的缺陷和解決辦法。
2. 樹脂基復合材料纏繞成型工藝
2.1樹脂基復合材料纏繞成型工藝定義
纏繞成型工藝是一種連續化制備復合材料的方法,將浸過樹脂膠液的連續纖維(或布帶、預浸紗)按照一定規律纏繞到芯模上,然后經固化、脫模,獲得制品。
2.2纏繞成型工藝方法分類
根據纖維纏繞成型時樹脂基體的物理化學狀態不同,分為干法纏繞、濕法纏繞和半干法纏繞三種。
(1)干法纏繞 干法纏繞是采用經過預浸膠處理的預浸紗或帶,在纏繞機上經加熱軟化至粘流態后纏繞到芯模上。由于預浸紗(或帶)是專業生產,能嚴格控制樹脂含量(精確到2%以內)和預浸紗質量。因此,干法纏繞能夠準確地控制產品質量。干法纏繞工藝的最大特點是生產效率高,纏繞速度可達100~200m/min,纏繞機清潔,勞動衛生條件好,產品質量高。其缺點是纏繞設備貴,需要增加預浸紗制造設備,故投資較大此外,干法纏繞制品的層間剪切強度較低。
(2)濕法纏繞 濕法纏繞是將纖維集束(紗式帶)浸膠后,在張力控制下直接纏繞到芯模上。濕法纏繞的優點為:①成本比干法纏繞低40%;②產品氣密性好,因為纏繞張力使多余的樹脂膠液將氣泡擠出,并填滿空隙;③纖維排列平行度好;④濕法纏繞時,纖維上的樹脂膠液,可減少纖維磨損;⑤生產效率高(達200m/min)。濕法纏繞的缺點為:①樹脂浪費大,操作環境差;②含膠量及成品質量不易控制;③可供濕法纏繞的樹脂品種較少。
(3)半干法纏繞 半干法纏繞是纖維浸膠后,到纏繞至芯模的途中,增加一套烘干設備,將浸膠紗中的溶劑除去,與干法相比,省卻了預浸膠工序和設備;與濕法相比,可使制品中的氣泡含量降低。
三種纏繞方法中,以濕法纏繞應用最為普遍;干法纏繞僅用于高性能、高精度的尖端技術領域。
2.3纏繞成型工藝特點
纖維纏繞成型的優點 ①能夠按產品的受力狀況設計纏繞規律,使能充分發揮纖維的強度;②比強度高:一般來講,纖維纏繞壓力容器與同體積、同壓力的鋼質容器相比,重量可減輕40~60%;③可靠性高:纖維纏繞制品易實現機械化和自動化生產,工藝條件確定后,纏出來的產品質量穩定,精確;④生產效率高:采用機械化或自動化生產,需要操作工人少,纏繞速度快(240m/min),故勞動生產率高;⑤成本低:在同一產品上,可合理配選若干種材料(包括樹脂、纖維和內襯),使其再復合,達到最佳的技術經濟效果。
纏繞成型的缺點 ①纏繞成型適應性小,不能纏任意結構形式的制品,特別是表面有凹的制品,因為纏繞時,纖維不能緊貼芯模表面而架空;②纏繞成型需要有纏繞機,芯模,固化加熱爐,脫模機及熟練的技術工人,需要的投資大,技術要求高,因此,只有大批量生產時才能降低成本,才能獲得較的的技術經濟效益。
2.4纏繞成型工藝的原材料
復合材料纏繞工藝所用的原材料主要有增強材料和基體樹脂材料兩大類。
(1)增強材料 纏繞成型工藝對增強材料的要求是:有較高的強度和模量;對粘結劑有較好的浸潤性;成型過程中不起毛、不斷頭。常用的增強材料有:玻璃纖維、碳纖維、芳綸纖維、超高相對分子質量聚乙烯纖維等。可根據制品的性能要求選擇。
(2)基體樹脂 對基體樹脂的要求是:能滿足制品的性能要求(如力學性能、耐熱性能、耐老化性能、介電性能等);對增強材料有良好的浸潤和粘接性,有較低的固化溫度。常用的樹脂有:不飽和聚酯樹脂、環氧樹脂、酚醛樹脂和聚酰亞胺樹脂等。
在干法纏繞成型工藝中采用浸漬無緯帶作為原材料。
2.5纏繞成型工藝流程
纏繞成型工藝流程圖如下圖所示
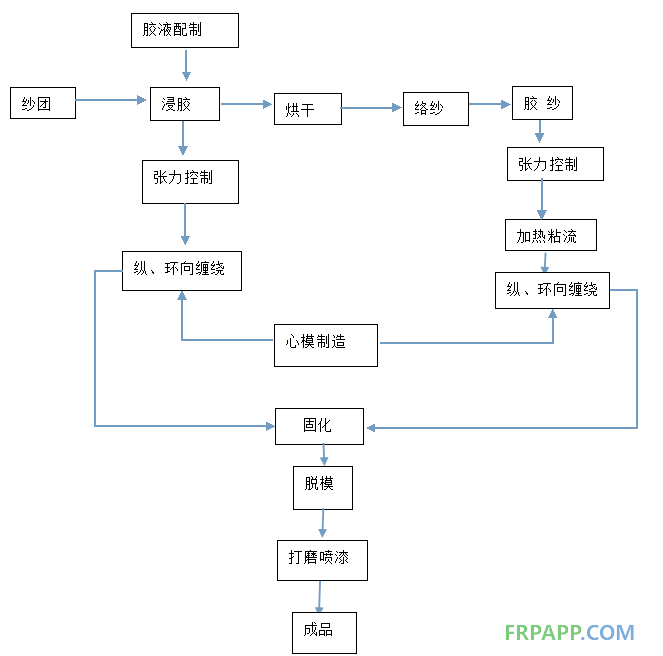
其工藝過程有如下工序組成:膠液配制、纖維烘干及熱處理、芯模或內襯制造、浸膠、纏繞、固化、檢驗、修正、成品。選擇合理的纏繞工藝參數,是充分發揮原材料特性、制造高質量纏繞玻璃鋼制品的重要條件。影響纏繞玻璃鋼制品性能的主要工藝參數包括玻璃纖維的烘干和熱處理、玻璃纖維浸膠、纏繞速度和環境溫度等。這些因素彼此之間存在有機聯系,因此將他們結合在一起研究。
(1)纖維的烘干和熱處理
玻璃纖維表面含有水分,不僅影響樹脂基材和玻璃纖維之間的粘結性能,同時將引起應力腐蝕,并使微裂紋等缺陷進一步擴展,從而使制品強度和耐老化行下降。因此,玻璃纖維在使用前最好經過烘干處理。
當用石蠟型浸潤劑的纖維纏繞時,使用前應先除蠟,以便提高纖維和樹脂基材之間的粘結性能。
(2)玻璃纖維浸膠含量的分布
在玻璃纖維的生產和應用過程中,浸潤劑起著不可替代的關鍵作用。浸潤劑含量是玻璃纖維成品紗中一項重要的理化指標,它不僅直接影響成品紗的外觀質量,而且更會影響成品紗的性能質量。浸潤劑含量過低,就會出現嚴重的毛絲、散絲等現象,并顯著降低纖維的抗拉強度;浸潤劑含量過高,雖然在一定程度上會提高纖維的抗拉強度,但一般會降低纖維在樹脂中的浸透速率,影響纖維與基體的界面結合程度。此外,浸潤劑還是玻璃纖維工業中成本價格比例較高的主要原料之一,成品紗的浸潤劑含量越高,其生產成本越大,因而會降低經濟效益。由此看來,玻璃纖維的生產要想同時達到既降低生產成本而又提高產品質量,就必須加強對浸潤劑含量的控制。在現行玻璃纖維行業標準中,對成品紗的浸潤劑含量指標要求為0.5%-2%,這只是在玻璃纖維沒有品種分類、浸潤劑技術指標參差不齊情況下概括性的大范圍全容標準。隨著玻璃纖維分類的細化、浸潤劑技術的發展,各廠家在實際生產中都對某一種類玻璃纖維或某一浸潤劑配方都有一個相對較小的控制范圍,以利于生產的穩定和產品質量的穩定。一般纏繞型、拉擠型等紗的浸潤劑含量大致在0.5%-0.9%范圍內,而紡織型紗大多在1%以上。
纖維膠含量是在纖維浸膠過程中進行控制的。浸膠過程可分為兩個階段,首先是樹脂膠液涂敷在增強纖維表面,之后膠液向增強纖維內部擴散和滲透。這兩個階段常常是同時進行的,纏繞工藝的浸膠通常采用浸漬法和膠輥接觸法,如下如所示:


圖(a) 圖(b)
(4)纏繞張力
纏繞張力是纏繞工藝的重要參數。張力大小、各束纖維之間張力的均勻性以及個纏繞層之間纖維張力的均勻性,對制品力學性能、密實度和含膠量有較大影響。
(5)固化制度和環境溫度
玻璃鋼固化有常溫固化和加熱固化兩種,這由樹脂體系決定。固化制度是保證制品充分固化的重要條件。直接影響玻璃鋼制品的物理性能和其他性能。對不同性能要求的玻璃鋼制品,即使采用相同的樹脂系統,固化制度也不完全一樣,不同樹脂系統的固化制度不一樣。對各種樹脂配方沒有一個廣泛適用的固化制度,只能根據不同樹脂的配方、制品的性能要求,并考慮制品的形狀、尺寸、及構造情況,通過實驗確定出合理的固化制度,才能提高制品的質量。
樹脂系統的粘度隨著溫度的降低而增加。為了保證膠紗在制件上進一步浸漬,要求纏繞制品的周圍溫度高于15度。用紅外線加熱制品表面,其溫度在40度左右,這樣可以有效提高產品質量。
3.纏繞成型工藝中常見缺陷及解決辦法
3.1 國產先進復合材料無法完全滿足纏繞成型制造的需求
我國先進復合材料存在的問題為:生產規模小、質量差、價格高、應用基礎研究薄弱等。深層次上表現為原材料供應的“瓶頸”效應,即國產復合材料的性能、質量、規格、價格以及供貨能力等方面達不到高性能鋪放成型制品的要求,
無法滿足國防、航空航天及民用領域對復合材料的迫切需要。國外預測我國將成為最大的復合材料制造商和用戶,需求量將占世界的1/4。基于復合材料的基礎性、先導性、戰略性特點,從源頭解決好復合材料的供應問題,才能使我國纏繞、成型制造技術的快速發展成為可能。
3.2低成本復合材料纏繞成型制造技術
復合材料纏繞成型普遍存在制造成本問題。在纏繞成型過程中,所用設備專一,制造工藝復雜。要使復合材料纏繞成型制造真正進入到產業化階段,還需作更深一步的研究,發展制造過程優化及工藝控制技術,降低制造成本,拓展纏繞成型制造技術應用領域。
3.3復合材料纏繞成型制造技術的相關理論與方法
通過對復合材料纏繞成型制造技術數十年的研究和成功應用,人們對其有了更深刻的認識。近年來,歐美等發達國家纏繞、鋪放成型制造技術在航空、航天及民用領域的大量應用,這其中的原因是多方面的,科學合理的理論與方法是其中的重要因素之一。鑒于此,我國需要建立并不斷完善纏繞成型制造技術的相關理論與方法。
通過對復合材料纏繞成型制造技術數十年的研究和成功應用,人們對其有了更深刻的認識。近年來,歐美等發達國家纏繞、鋪放成型制造技術在航空、航天及民用領域的大量應用,這其中的原因是多方面的,科學合理的理論與方法是其中的重要因素之一。鑒于此,我國需要建立并不斷完善纏繞成型制造技術的相關理論與方法。
3.4復合材料纏繞成型制品的規范與標準。
將復合材料纏繞、鋪放成型制品規范化、標準化,使試驗和分析更好地結合起來,形成生產和評價的統一指標,可促進全行業的技術發展,顯著改進制品的一致性。建立復合材料纏繞、鋪放成型制品有效性能實驗表征與評價體系,定量化評價成型制品的可靠性和安全性,對于減少風險,降低成本有著不可忽視的作用。
3.5 工藝過程的檢驗與管理
CAD/CAM與纏繞、鋪放成型工藝的結合,有助于縮短產品設計周期、減少廢品率、提高制品的質量,提高自動化水平及生產柔性。國內外均有一些實用化的軟件問世,但與傳統CAD/CAM技術相比,復合材料成型CAD/CAM技術的研究才剛剛起步,研究成果有限。









 魯ICP備2021047099號
魯ICP備2021047099號