





RTM/LRTM工藝對膠衣的性能要求
RTM/LRTM工藝是在手糊工藝基礎上發展起來并得以廣泛應用的FRP成型工藝,早在30年前就已經有所推廣,但受制于模具制作以及材料配套的水平,到最近幾年才得以全面的應用。
RTM/LRTM制品的表面質量是衡量整個FRP制品最直觀和最直接的因素之一,我們將就如何提高制品表面質量講以下幾個問題:
1.模具的表面質量及模具的處理
2.膠衣型號的選用
3.纖維鋪層的要求
4.固化劑的要求
5.膠衣的施工
6.常見問題
模具的制作要求
1、模具膠衣的選用
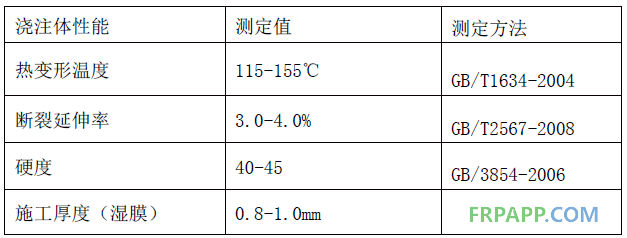
對于閉模成型工藝來說,模具的反復耐熱性以及模腔壓力的要求對模具膠衣提出比普通手糊工藝更高的性能要求,我們推薦用戶使用更高熱變形溫度以及具有更高斷裂延伸率的乙烯基型的模具膠衣。
建議使用乙烯基專用固化劑,可以大大減少氣泡的出現并確保獲得更佳的產品力學性能。
大多數情況下我們使用小型噴槍噴射模具膠衣,在霧化效果不佳的情況下不建議自行對模具膠衣進行稀釋,因為無論是丙酮還是苯乙烯都將影響產品的最終質量,建議加熱處理或聯系廠家調整粘度。
固化劑的比例不低于1%。
模具膠衣的施工建議分3遍完成,每遍的厚度建議0.4mm-0.3mm-0.2mm,固化劑的比例建議按1.5-2.0逐步增加,前一遍的模具膠衣指干后再進行下一遍的施工,這樣大大有助于模具膠衣的脫泡,并防止垂流。
2、模具的積層施工
模具樹脂的選用:低收縮,耐熱。
增強纖維的選用:表面氈、短切氈,氈布結合、強芯氈。
增強層應分步施工,不應急于求成。
模具的充分固化至關重要。
3、模具表面的處理
水磨:專業的水模墊和水磨砂紙,正確的水磨方式。
烘干
專業的拋光處理,注意防止拋光留下因拋光不當帶來的旋紋而影響產品的表面質量。
專業的封孔處理,這對模具以后的脫模效果非常有幫助。
專業的脫模劑施工,萬萬馬虎不得的過程。

為了真正獲得更好的產品質量、更亮麗的FRP產品表面,對于諸如船艇、車輛、雷達罩、機艙罩這類對性能要求明顯且長期在全天候環境下使用的玻璃鋼產品來講,我們建議客戶選用間苯新戊二醇型的膠衣,優異性能的膠衣能夠長期給您的產品提供穩定的保護。
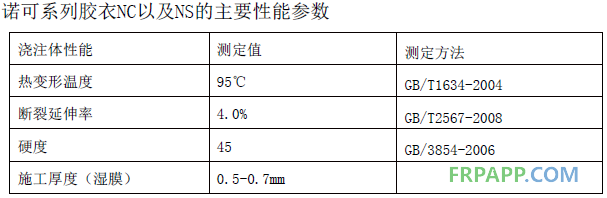
諾可系列膠衣NC以及NS的主要特性:
好的脫泡性減少表面針孔出現的概率。
好的流平性減少膠衣固化不均勻的程度,減少膠衣表面的收縮紋。
合適的膜固化時間可以防止膠衣的分色、起皺問題的發生。
合適的后固化時間確保膠衣能夠在樹脂灌注后的反應過程中得到相當程度的固化,從而保證脫模的時間,并在脫模后的較短時間內獲得更佳的硬度,并有效減輕RTM/LRTM制品表面纖維紋路的出現。
需要說明的是對于間苯新戊二醇膠衣來講,其給予FRP表面是長期的性能,在許多時候鄰苯型膠衣在操作彈性以及初期硬度上表現得往往更好,這是由于其相對簡單的化學鏈所致,但其無法提供長期優異的性能
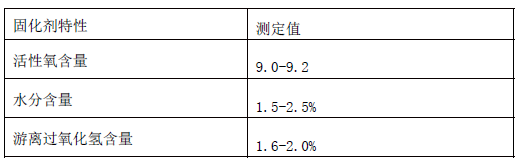
膠衣用固化劑的選擇
需要說明的是對于間苯新戊二醇膠衣來講,其給予FRP表面是長期的性能,在許多時候鄰苯型膠衣在操作彈性以及初期硬度上表現得往往更好,這是由于其相對簡單的化學鏈所致,但其無法提供長期優異的性能
膠衣用固化劑的選擇
要求含水率低要求過氧化氫含量低固化劑比例1.5-2.5%
。
膠衣的厚度:膠衣濕膜厚度是保證產品表面質量的重要影響因素,我們建議膠衣的濕膜厚度不應低于0.4mm。
膠衣指干的標準:受溫度濕度的影響,膠衣指干的時間往往難以把握。
常見問題及解決辦法
1、離模:
解決辦法:膠衣流平性與觸變的更好結合,并配以恰當的固化體系可以有效降低離模問題的發生,對于RTM/LRTM制品來說,由于纖維鋪層的需要,當中往往間隔更長的施工時間,間苯新戊二醇型膠衣更為溫和的固化特性也對防止這類問題有所幫助。
2、針孔:
針孔的產生:膠衣的脫泡過程是兩個階段,前脫泡和后脫泡,針孔的產生往往是因后脫泡效果不佳,固化劑中的水和過氧化氫更是針孔產生的元兇。
解決辦法:提高膠衣本身的脫泡效果、使用更優質的固化劑、正確的施工方式。
3、起皺:
3、起皺:
固化不佳是膠衣起皺的根本原因,膠衣過薄、固化劑比例偏低、凹槽處苯乙烯堆積是最常見的問題。解決辦法:確保膠衣的厚度以及固化劑的比例,深得凹槽處適當吹風處理。
4、布紋:
解決辦法:提高膠衣脫模后的初期硬度。
5、 修補色差:
由于固化條件的不同,修補很容易產生色差的問題。
解決辦法:建議修補時添加修補液
盡可能穩定固化劑的比例
輔以電吹風烘烤修補處
建議至少6小時以后再去水磨拋光處理









 魯ICP備2021047099號
魯ICP備2021047099號