





1、 工藝定義

圖39 亨內基公司開發HP-RTM注膠機
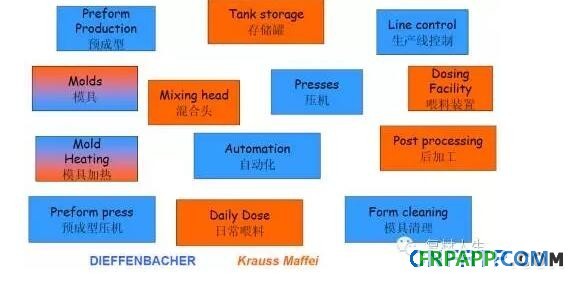
圖40 亨內基公司開發HP-RTM注膠機用混合頭
意大利康隆(Cannon)公司獨立設計和開發了全套HP-RTM生產線如圖41-45所示。

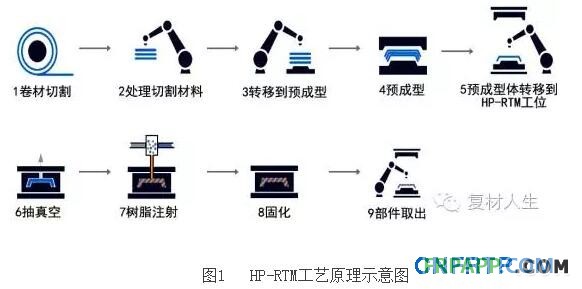
HP-RTM(High Pressure Resin Transfer Molding)是高壓樹脂傳遞模塑成型工藝的簡稱。它是指利用高壓壓力將樹脂對沖混合并注入到預先鋪設有纖維增強材料和預置嵌件的真空密閉模具內,經樹脂流動充模、浸漬、固化和脫模,獲得復合材料制品的成型工藝。工藝過程如圖1所示:
2、 HP-RTM工藝衍變過程
RTM(Resin Transfer Molding)工藝最早起源于1940年的MARCO法。Macro法相當簡單,對模腔抽真空以驅動樹脂浸漬過程,美國海軍承包商用這種方法開發出了大型玻璃鋼增強塑料船體。在20世紀50年代稱為RTM工藝,該工藝可以生產雙面光滑的產品,樹脂的注射壓力適中,比手糊工藝優越,所以得到了發展。20世紀50年代至70年代,由于最初的RTM雖然成本低但技術要求高,特別是對原材料及模具要求高,所以發展緩慢。直到1985年,以縮短成型周期、提高表面平滑性和質量穩定性為目標的第二代RTM加工法得以公開,才使得RTM不論是在原材料方面還是制品強度等各方面都有明顯的優勢。90年代RTM成型工藝及其理論研究達到高潮,歐美很多公司投入巨資用于開發RTM工藝,還開設專科學校培訓RTM專業人才。進入21世紀,隨著我國化學工業和機械制造水平的提升,以及市場應用技術水平的提升,我國復合材料的RTM工藝技術也迎來了全新的發展期,不僅在技術水平上,而且在生產規模、自動化程度上都取得了巨大的進步。
相比較而言,RTM工藝技術優勢明顯,其特點主要體現在:模具制造和材料選擇靈活性強;能制造具有良好表面質量,尺寸精度高的部件特別是大型部件;易實現局部增強,嵌入件可以預先安置;纖維含量最高可達60%,在樹脂中可以加入填料,以降低成本改善性能;閉模成型,苯乙烯排放量少,有利于環境保護;低壓注射,一般≤0.4MPa,可用玻璃鋼模、鋁模等,模具成本較低;制品孔隙率較低,一般小于1%。局限性:適合一定批量的產品,經濟規模產品在500~2000件;模具的設計和制造有一定的難度;樹脂流動和浸漬控制困難,導致工藝復雜性和不可控性增大。
復合材料RTM成型工藝技術相比較其它成型工藝有明顯的高性能和低成本優勢,尤其是面對當前高速發展的潛力巨大的汽車復合材料市場需求,如何改進復合材料成型技術以便更好地適應市場需求,成為研究者所關注的焦點之一。國內外研究者也開展了大量頗有成效的研究,使得RTM技術更趨成熟,并形成一個完整的材料、工藝和理論體系。并在RTM工藝技術的技術上開發了一系列新的RTM成型技術。主要有:VARTM(Vacuum Assisted Resin Transfer Molding)、Light-RTM(Light-Resin Transfer Molding)、SCRIMP(Seemann Composites Resin Infusion Manufacturing Process)、MI-RTM(Multiple Insert Tooling Resin Transfer Molding)、HP-RTM(High Pressure Resin Transfer Molding)、HP-CRTM(High Pressure Compression Resin Transfer Molding)等。
與常規的RTM工藝相比,VARTM工藝技術以真空壓力作為動力,采用單面剛性模具和真空袋復合構成制件的模腔,使模具更加輕便;真空的作用有助于樹脂對纖維的浸漬,使纖維浸漬更充分;同時真空還起到排除纖維束內的空氣的作用,從而減少了微觀空隙的形成,得到空隙率更低的制品;真空的作用使制品纖維含量更高,生產的構件機械性能更好。
Light-RTM工藝在VARTM工藝技術的基礎上,采用半剛性模具和剛性模具配合構成制件型腔,并采用真空密封技術,成型模具的可以反復使用,大大降低了模具成本及制件制造成本;同時采用類環形通道從模具四周注膠,以及收集杯集料技術,大改善了樹脂的流動充模,提高了生產效率。
SCRIMP工藝則采用精心設置的樹脂分配系統,使樹脂膠液先迅速在長度方向上充分流動填充,然后在真空壓力下在厚度方向緩慢浸潤,大大改善了浸漬效果,減少了缺陷發生,使模塑部件具有很好的一致性和重復性。而且也克服了VARTM在生產大型平面、曲面的層合結構以及加筋異型構件等制品時,纖維浸漬速度慢、成形周期長等不足。尤其是在大型制品生產領域,該技術具有得天獨厚的技術優勢。
MI-RTM工藝技術由多個托入式襯模和襯模模腔支撐系統構成。主要是將傳統RTM工藝中原本集中在模腔中完成的多項工序進行分解并移出模腔外來完成,這樣大幅度減少了成型時間并充分地利用了RTM裝備的功效,從而降低了模具制造成本,為大批量制造RTM制品提供了低風險、低造價的方法。近幾年出現的多工位中高壓RTM成型工藝技術也是基于這一理念,在成型周期相對耗時纖維鋪層環節,設置多個纖維鋪設工位,并依次或交替與單一固定模配合注射成型制品,大幅縮短纖維鋪設時間,提高生產效率和設備利用率,已經降低了制件成本。
HP-RTM是近年來推出的一種應對大批量生產高性能熱固性復合材料零件的新型RTM工藝技術。它采用預成型件、鋼模,真空輔助排氣,高壓混合注射和在高壓下完成樹脂對纖維的浸漬和固化的工藝,實現低成本、短周期(大批量)、高質量生產。 相比較傳統RTM,HP-RTM工藝具有以下幾個優點:第一,充模快、浸潤效果好,顯著減少了氣泡,降低了孔隙率;第二,使用高活性樹脂,縮短了生產周期,工藝穩定性和可重復性高;第三,使用內脫模劑和自清潔系統,制件表面效果優秀,厚度和形狀偏差小。可實現低成本、短周期(大批量)、高質量生產。
HP-CRTM工藝技術則是在HP-RTM工藝技術的樹脂注膠前,增大了密封模腔間隙,使樹脂注入通道增加,注膠結束后再將模具在高壓下完全閉合,樹脂體系隨閉合壓力流動充模,成型壓力相對較低,避免了纖維的沖動,提高了樹脂的滲透率與流動距離,提高了纖維的浸漬速度,有效避免了干纖維的產生,縮短了制件成型周期。
4、工藝過程解析
以德國迪芬巴赫公司(Dieffenbacher)和克勞斯瑪菲公司(KraussMaffei)共同開發的高壓樹脂傳遞模塑成型工藝(HP-RTM)自動化生產線(如圖2所示)為實例介紹HP-RTM工藝技術。具體過程如下:
 由圖2的HP-RTM自動化生產線可知,HP-RTM自動化生產線主要由預成型體加工中心、預成型體處理、RTM注射系統、計量控制系統、制件機加工中心等構成。纖維預成型加工中心如圖3所示。
由圖2的HP-RTM自動化生產線可知,HP-RTM自動化生產線主要由預成型體加工中心、預成型體處理、RTM注射系統、計量控制系統、制件機加工中心等構成。纖維預成型加工中心如圖3所示。

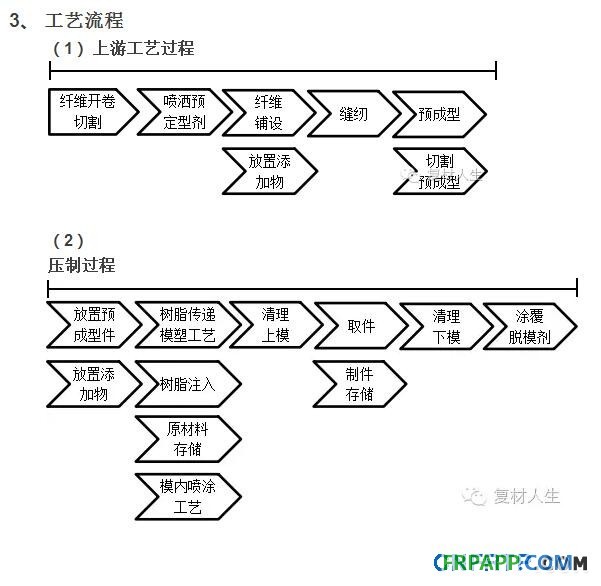
(1)上游工藝過程
① 纖維開卷切割
 首先將碳纖維織物的卷筒固定在自動裁剪機的旋轉軸上,并將預成型裁剪圖樣輸入自動裁剪,并對裁剪圖樣進行優化排列;展開碳纖維織物卷筒,開動裁剪機,進行預成型體鋪層圖樣的自動裁剪,如圖4所示。并利用機械臂的吸盤將裁剪后的纖維鋪層吸起,并轉移到下一工序設備上,如圖5、6所示。
首先將碳纖維織物的卷筒固定在自動裁剪機的旋轉軸上,并將預成型裁剪圖樣輸入自動裁剪,并對裁剪圖樣進行優化排列;展開碳纖維織物卷筒,開動裁剪機,進行預成型體鋪層圖樣的自動裁剪,如圖4所示。并利用機械臂的吸盤將裁剪后的纖維鋪層吸起,并轉移到下一工序設備上,如圖5、6所示。
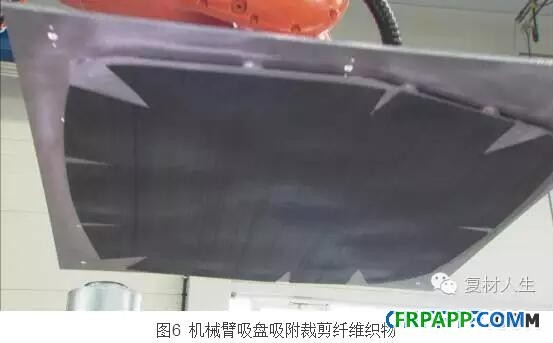

圖5 機械臂吸附并轉移裁剪纖維織物
②噴灑預定型劑
圖7纖維織物預定型劑的噴涂
將裁剪所得的纖維織物轉移到預定型劑噴涂設備,開動噴涂設備將預定型粘接劑均勻噴涂在纖維織物表面,噴涂時需移動纖維織物,以便預定型劑均勻噴涂在纖維織物表面,如圖7所示。
③纖維層定位與疊合
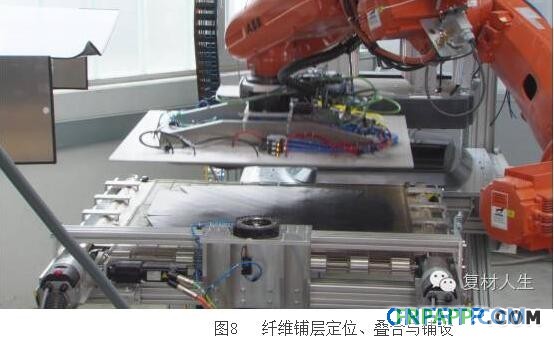
將涂覆有纖維預定型劑的碳纖維織物轉移到織物疊合設備,并按所設計的制件纖維鋪層結構將纖維織物依次進行定位、疊合,并平鋪在織物鋪疊輸送帶上。如圖8所示。
④ 纖維鋪設
利用織物疊合輸送設備將疊合好的纖維織物轉移到纖維預成型設備上,如圖9所示;纖維織物轉移時,需精確控制輸送帶的移到速度和位置,防止纖維織物鋪放過程中發生移動或錯位,影響制件性能。

⑤纖維織物預定型
將纖維織物鋪層均勻鋪入預成型模具中,首先將預成型體中心的加壓壓頭下壓,壓緊纖維鋪層結構,并將預成型模具的加壓壓頭由中心向外輻射順序下壓,下壓時盡可能的減少纖維的皺縮,以影響制品性能。如圖10 所示。在預成型模具的熱、壓作用下,使纖維預成型體定型。

圖10 纖維預成型體的熱壓預定型
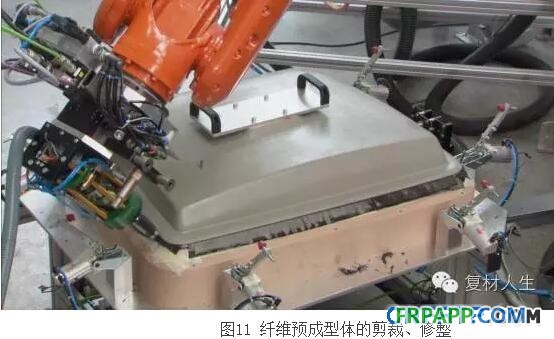
⑥ 預成型體的剪裁
將經過預熱預壓定型的碳纖維增強體轉入預成型體剪裁模具,并用裁剪樣模覆蓋,以裁剪樣模為依據,利用機械手臂將裁刀沿樣模邊緣進行剪裁,切除多余的碳纖維,并獲得與注射模腔尺寸相對應的纖維預成型體。剪裁過程如圖11、12 所示。

(2)壓制過程
① 預成型體的放置
將放置預成型體的托架依次疊放整齊,并利用帶吸盤的機械手臂將纖維預成型體吸起。將預成型體轉移至開啟的RTM成型模具中,并將RTM注射模具閉合,并利用鎖緊機構將RTM成型模具鎖緊。如圖13、14、15所示。

圖13 纖維預成型體固定托架及機械臂、吸盤
② 樹脂傳遞注射工藝
在保證注射模型腔始終保持密封的條件下,對模具抽真空,并利用雙橡膠密封圈的回彈性能,增大模具的合模間隙,如圖 所示;并將液態低黏度樹脂在高壓注射機的作用下由模具底部中心注入高溫(模具溫度≥150℃)密封注射模具內。
利用高精度的高溫注射機精確計量并控制樹脂體系中各組分材料(主體樹脂、固化劑、內脫模劑等)的比例,并在高壓計量泵的作用下,進入注射機的混合頭,并在混合頭中高壓對沖混合,并將混合均勻的樹脂迅速注入高溫模腔。



圖16 HP-RTM主體樹脂注射過程模具的閉合間隙
圖17 HP-RTM樹脂真空注射過程
注膠結束后將模具完全閉合,閉合過程中模具進一步擠壓注射樹脂,使其充滿并浸潤碳纖維增強材料,并在高溫高壓作用下快速固化。
圖18 注射結束時閉合模具并擠壓樹脂
③ 模內噴涂技術
待HP-RTM樹脂固化結束,再次控制模具的合模間隙,并由預留的側孔及流道中注入低黏度的模具表面樹脂,并再次將模具完全閉合,擠壓膠衣樹脂使其盡可能的充模模具,并在制品表層噴涂一層均勻的樹脂膜。
④ 脫模及模具清理
待膠衣樹脂固化結束,由慢到快打開液壓機,使并利用機械手臂及其吸附裝置將制件吸附固定,開啟頂出機構將制件頂出,并使頂出后的制件緊緊吸附在機械手臂的吸盤上。同時清理模具中殘留的樹脂飛邊等。

圖20 模具開啟時包覆在上模的制件
⑤制件的冷卻定型
脫模后,利用機械臂及吸盤將仍處于高溫狀態的成型制件,轉移到冷卻定型工裝上,并將利用真空將制件緊緊吸附在冷卻定型工裝,并通過冷卻定型工裝使制件快速冷卻至室溫。

圖22 制件轉移至冷卻定型工裝

圖23 冷卻定型工裝及成型制件
⑥ 涂脫模劑
制件脫模后,利用刷子、氣泵、氣嘴等清理模具,去除模具中殘留的樹脂及纖維等,并將模具擦拭干凈。并在模具表層均勻涂覆脫模劑,并準備下一循環的生產。
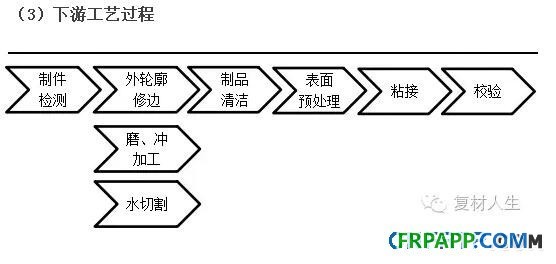
(3)下游工藝過程
① 制件外形輪廓修邊
將冷卻定型的復合材料樣件轉移至機加工中心,為保證制件機加工精度,將制件直接移至機加工工裝上,并利用機械手以及機加工刀具,裁剪制件邊緣多余的飛邊、工藝邊等。

圖24 復合材料制件機加工中心
圖25 復合材料機加工刀具以及刀具架
圖26 復合材料制件的機加工修邊處理
② 制件連接結構的加工以尺寸檢查
裁邊加工結束后,還需對制件的連接和配合結構,如定位孔、配合面平面度等的機加工,加工過程中需要根據情況更換裁剪刀具,以保證制件加工精度。機加工結束后,還需要更換檢查工具,對制件進行尺寸公差檢查,檢查結束即得到滿足使用要求的復合材料制件。如圖27、28所示。
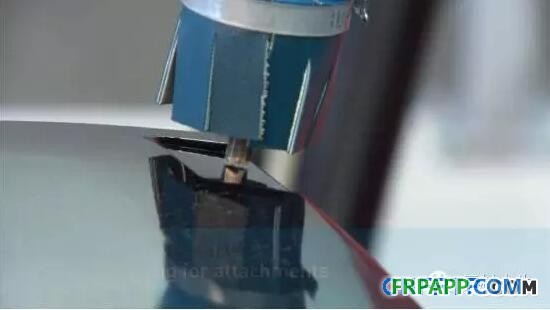
圖27 復合材料制件連接孔的機加工

圖28 復合材料制件的尺寸精度檢查
"2016年復合材料閉模成型工藝技術研討和企業現場演示交流會"11月16-18日在江蘇·常州舉辦,報名電話/微信:18953485858 0534-2317661
圖28 復合材料制件的尺寸精度檢查
"2016年復合材料閉模成型工藝技術研討和企業現場演示交流會"11月16-18日在江蘇·常州舉辦,報名電話/微信:18953485858 0534-2317661
5、 工藝特點
HP-RTM包括預成型加工、樹脂注射、壓制過程以及修整工藝。相比于傳統的RTM工藝,HP-RTM工藝增加了注射后的壓制過程,降低了樹脂注射充填難度,提高了預制件的浸漬質量,并縮短了成型周期。具體工藝特點如下:
① 樹脂快速充滿模腔。較大的合模間隙和較高的注射壓力(1.0-15.0MPa),以及低黏度的樹脂,極大地提升了樹脂的注射速度,縮短了成型工藝周期(3-5min)。
② 提高了樹脂固化反應速率,縮短了樹脂的固化周期。采用高活性快速固化樹脂體系,并采用高效高壓混合、注膠設備,使樹脂基體混合均勻性更好,同時成型時需要高溫環境,大大提高了樹脂的固化反應速率。
③ 使用內脫模劑和自清潔系統。使用了注射混合頭的自清潔技術,并在原材料中添加了內脫模劑組分,有效地提高了設備的清潔效率。
④ 降低了制件中孔隙含量,提高了制件制品性能。使用了模內快速抽真空技術有效降低了制件中孔隙含量,提高了纖維的浸漬效率,改善了纖維和樹脂的界面結合能力,提升了制品的質量。
⑤ 降低了制件的工藝難度,改善了樹脂浸漬增強材料的質量。采用抽真空與注射后的壓縮模塑工藝相結合的方式,降低了RTM工藝注膠口和排氣口設計難度,提高了樹脂的流動充填能力,以及樹脂對纖維的浸漬質量。
⑥ 產品的厚度和三維形狀尺寸偏差低。為保證模具密封效果,采用雙剛面閉合模具,同時采用大噸位液壓機加壓,提高了成型過程的鎖模力,有效地降低了制件的厚度和形狀偏差。
⑦ 產品具有卓越的表面性能和質量。采用模內噴涂技術以及高光潔度模具,使制件在很短的時間內即可獲得高精度的表觀質量。
⑧ 具有很高的工藝穩定性和重復性。采用間隙注膠和注膠后壓縮技術,極大地提高了樹脂的充模流動能力,有效降低了工藝缺陷產生的幾率,具有很高的工藝重復性。
6、 關鍵工藝技術
(1)纖維增強材料的預定型技術
纖維預定型技術主要包括:紡織、針織和編織預成型體;縫編預成型體;短切纖維噴射預成型體;熱壓預成型體等。其中熱壓定型技術應用最廣泛,該技術中定型劑是基礎保證,纖維預成型模具及壓制工藝技術是纖維定型的關鍵所在。
針對HP-RTM工藝,制件結構相對簡單,因此,定型模具也相對簡單,關鍵在于,如何通過設計并控制程序,控制定型模具和加壓工裝有效、有序加壓定型。
(2)高精度樹脂計量、混合及注射技術
HP-RTM工藝樹脂的混合和注射主要包括:樹脂主材和模內噴涂樹脂兩種體系,其控制的關鍵在于高精度樹脂計量系統、快速均勻混合技術及混合設備自清潔技術。
HP-RTM工藝樹脂主材需要在高溫、高壓下精確計量,則需要高精度的計量泵設備。樹脂均勻混合及自清潔則需要設計有高效的、自清潔、多次混合頭。
(3)成型模具溫度場均勻性和密封性設計
HP-RTM工藝過程中,成型模具溫度場的均勻性不僅決定和影響模腔中樹脂的流動充填性能,而且對纖維的浸潤性能,以及對復合材料整體性能及制品內應力都有較大的影響。因此,需要采用介質加熱的方式結合高效、合理的循環油路設計。
成型模具的密封性,直接決定了樹脂流動充模特征,以及成型過程的排空能力,是影響制品性能優劣的關鍵一環。需要根據產品設計密封圈布置位置、方式以及數量,同時需要解決模具配合間隙、頂出系統、抽真空系統等位置的密封難題,確保樹脂充填過程不發生漏氣現象,以保證制件性能。
(4)高精度液壓機及其控制技術
HP-RTM工藝過程中,樹脂的充填過程的合模間隙控制,以及壓制環節的壓力控制等都需要高效、高精度的液壓機系統保證。同時需要根據注膠工藝、壓制工藝的需要,提供適時控制技術,以保證成型過程的連續性。
7、 國內外研究開發現狀及發展趨勢
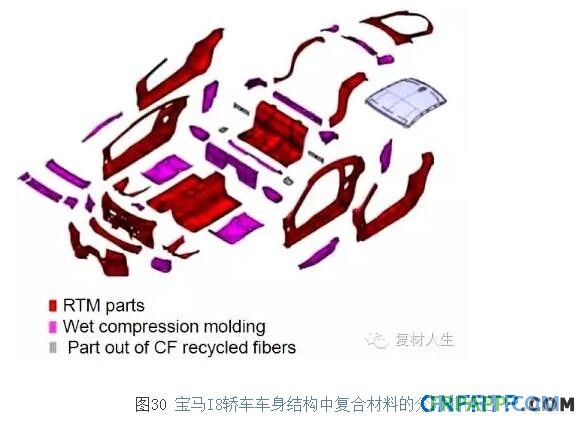
隨著碳纖維制備加工技術的進步,使碳纖維價格大幅度下降,對碳纖維抱有期望的汽車行業看到了希望。德國寶馬純電動汽車I3和I8的問世,更是把復合材料研究的目光吸引到了在I3和I8中大量使用HP-RTM工藝技術上,據寶馬公司的報道顯示,如圖29所示,在i3汽車車身Life模塊結構的34塊碳纖維復合材料制件中,其中有13件采用HP-RTM工藝制造,2件采用泡沫夾芯RTM工藝制造,其余19件采用模壓工藝制造。在I8汽車上也有14件采用RTM工藝制造,如圖30所示。寶馬公司最新的7系列轎車,車身16件復合材料技術中共采用了4種復合材料成型工藝技術,如圖31所示。


近兩年來,國內外復合材料研究者對HP-RTM工藝技術及其原材料和配套設備的研制空前活躍。也取得了一系列的研究進展,具體表現為:
(1)樹脂基體
HP-RTM工藝用對樹脂基體的要求主要體現在:“一長”指樹脂的膠凝時間適當長;“一快”指樹脂的固化速度快;“兩高”指樹脂具有高消泡性和高浸潤性;“四低”指樹脂的粘度低、可揮發性低、固化收縮率低、放熱峰低。
目前,相對成熟的HP-RTM工藝用樹脂基體制備技術主要掌握在國際化工巨頭手中,其中有代表性的有:
亨斯邁(Huntsman)公司大規模生產的兩種樹脂體系包括:Araldite® LY 3585/Aradur® 3475、Araldite® LY 3585/Hardener XB 3458(大量應用于I3的車身結構),這兩種樹脂體系既可以應用于HP-RTM工藝,也可以應用于WCM(Wet Compression Molding)工藝。兩款樹脂的成型溫度分別為115℃、100℃,工藝周期分別為:3分30秒、6分15秒。
陶氏(DOW)化學公司VORAFORCE 5300/ VORAFORCE 5300 IMR樹脂體系的注膠時間15-60s,固化時間30-120s。
瀚森(Hexion)公司開發的EP TRAC 06000/ EK TRAC 06130樹脂體系,成型溫度120℃,模具成型時間93s。
漢高(Henkel)公司生產的樂泰Loctite MAX3基體樹脂固化時間為5.5min,用于生產汽車的車頂。
邁騰(Momentive)公司生產的Epikote 05475 / Epikure 05500 / Heloxy 112樹脂體系在130℃下的成型周期為2分15秒,樹脂基體玻璃化轉變溫度110℃。
巴斯夫(BASF )專為結構件HP-RTM工藝開發全新環氧樹脂系統BaxxodurSystem2202樹脂體系,該樹脂在120℃下,注膠時間僅為45秒,且纖維浸潤效果極佳,并能在2.5min內完成固化。
國內:上海惠柏新材公司生產的RA-8930A/B、RA-8931A/B、RA-8920A/B三種樹脂體系,120℃的凝膠時間分別為34s、33s、18s。
廣東博匯新材料科技有限公司生產的EpoTech®4330A/B樹脂體系,可實現130 ℃ /1min或120 ℃/3min快速固化成型。EpoTech®4330A/4331B樹脂體系,可是現在140 ℃/2min或120 ℃/5min快速固化成型。
(2)成型裝備
目前,HP-RTM工藝裝備技術發展較為成熟的主要掌握在國際機械加工設備制造巨頭手中,其中有代表性的有:
德國迪芬巴赫公司(Dieffenbacher)和克勞斯瑪菲公司(KraussMaffei)共同開發的高壓樹脂傳遞模塑成型工藝(HP-RTM)自動化生產線,兩家公司的具體分工情況如圖32所示;蒂芬巴赫公司開發的HP-RTM生產線用纖維預成型設備和壓制成型設備如圖33、34所示;克勞斯瑪菲公司設計開發的HP-RTM工藝用注膠機和混合頭如圖35、36所示。
圖32 迪芬巴赫公司和克勞斯瑪菲公司HP-RTM生產線具體分工情況
圖33 蒂芬巴赫公司提供的與纖維預成型設備

圖34蒂芬巴赫公司提供的高壓壓制成型設備


德國恩格爾公司(ENGEL)和亨內基公司(Hennecke)共同開發的高壓樹脂傳遞模塑成型工藝自動化生產線,所設計的生產線原理如圖37所示,圖38為生產線實物圖;亨內基公司開發HP-RTM注膠機及其混合頭如圖39、40所示。
圖37 恩格爾公司和亨內基公司開發HP-RTM生產線示意圖
圖38 恩格爾公司和亨內基公司開發HP-RTM生產線
圖33 蒂芬巴赫公司提供的與纖維預成型設備
圖34蒂芬巴赫公司提供的高壓壓制成型設備
德國恩格爾公司(ENGEL)和亨內基公司(Hennecke)共同開發的高壓樹脂傳遞模塑成型工藝自動化生產線,所設計的生產線原理如圖37所示,圖38為生產線實物圖;亨內基公司開發HP-RTM注膠機及其混合頭如圖39、40所示。
圖37 恩格爾公司和亨內基公司開發HP-RTM生產線示意圖
圖38 恩格爾公司和亨內基公司開發HP-RTM生產線
圖39 亨內基公司開發HP-RTM注膠機
圖40 亨內基公司開發HP-RTM注膠機用混合頭
意大利康隆(Cannon)公司獨立設計和開發了全套HP-RTM生產線如圖41-45所示。
圖41 康隆公司設計開發的HP-RTM生產線 1
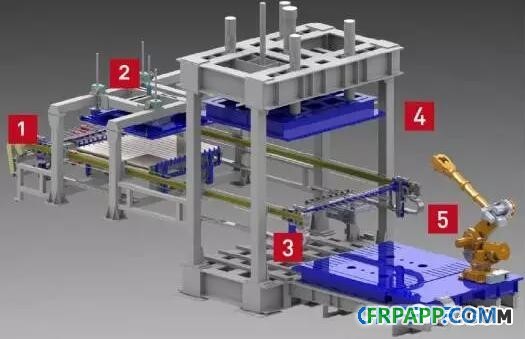
圖42 康隆公司設計的HP-RTM纖維預成型生產線
圖43 康隆公司開發的HP-RTM纖維預成型生產線

圖44 康隆公司開發的HP-RTM專用注膠機

德國舒勒集團(SCHULER)與德國孚利模集團(FRIMO)有限公司也共同開發了HP-RTM生產線,所設計的生產線如圖46所示;其中由舒勒公司開發的專用液壓機如圖47所示。
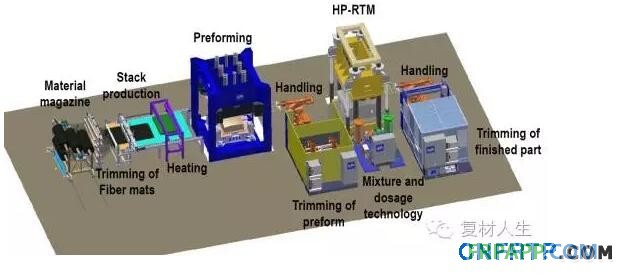
圖46德國舒勒集團與德國孚利模集團設計的HP-RTM生產線
圖47 德國舒勒公司生產的HP-RTM液壓機
國內在HP-RTM工藝成型設備方面也進行了一定的研究,但是由于設備研發投入要求過高,單一的設備廠家無論從經費和技術儲備都很難支撐整條生產線的研制任務,而各大型企業之間也缺乏有效的溝通和合作機制,因此到目前為止,除康得復合材料有限責任公司從國外引進的2條HP-RTM生產線外,還沒有一條自主開發的HP-RTM生產線。國內開發的單一設備主要有:上海越科復合材料有限公司開發了HP-RTM專用注膠機,浙江優普模塑有限公司開發了快速成型雙工位RTM壓機及成型模具,如圖48所示。
圖48浙江優普模塑有限公司開發的雙工位RTM壓機及成型模具
圖42 康隆公司設計的HP-RTM纖維預成型生產線
圖43 康隆公司開發的HP-RTM纖維預成型生產線
圖44 康隆公司開發的HP-RTM專用注膠機
德國舒勒集團(SCHULER)與德國孚利模集團(FRIMO)有限公司也共同開發了HP-RTM生產線,所設計的生產線如圖46所示;其中由舒勒公司開發的專用液壓機如圖47所示。
圖46德國舒勒集團與德國孚利模集團設計的HP-RTM生產線
圖47 德國舒勒公司生產的HP-RTM液壓機
國內在HP-RTM工藝成型設備方面也進行了一定的研究,但是由于設備研發投入要求過高,單一的設備廠家無論從經費和技術儲備都很難支撐整條生產線的研制任務,而各大型企業之間也缺乏有效的溝通和合作機制,因此到目前為止,除康得復合材料有限責任公司從國外引進的2條HP-RTM生產線外,還沒有一條自主開發的HP-RTM生產線。國內開發的單一設備主要有:上海越科復合材料有限公司開發了HP-RTM專用注膠機,浙江優普模塑有限公司開發了快速成型雙工位RTM壓機及成型模具,如圖48所示。
圖48浙江優普模塑有限公司開發的雙工位RTM壓機及成型模具
(3)應用發展方向及趨勢
HP-RTM所制備的復合材料具有強度模量高、孔隙含量低,表觀性能優異,生產高效等特點及優勢,目前所開發的產品主要用于各種具有高承載功能的汽車零部件。目前采用HP-RTM工藝生產的復合材料制品主要有:
意大利康隆集團為寶馬M3轎車生產的汽車頂蓋,如圖49所示。寶馬公司和SGL聯合開發的,采用HP-RTM工藝制造的寶馬i3車身Life模塊車身結構,如圖50所示。寶馬7系列轎車側圍車頂加強板、車頂中橫梁結構均采用HP-RTM工藝制作,如圖51所示。本特勒-西格里(Benteler-SGL)采用漢高公司的樂泰(Loctite)樹脂基體采用HP-RTM生產的復合材料板簧重量可減輕65%,如圖52所示;本特勒-西格里采用HP-RTM工藝生產的復合材料車用支桿,如圖53所示。克勞斯瑪菲采用漢高Loctite Max3樹脂生產的汽車車頂,如圖54所示。蒂芬巴赫公司生產的HP-RTM復合材料后備箱內襯板,如圖55所示。上海惠柏新材公司采用RA-8920A /B生產的汽車車頂如圖56所示。

圖49 寶馬M3轎車HP-RTM頂蓋
圖50 寶馬公司和SGL聯合開發的I3轎車車身
圖51 寶馬7系列轎車用HP-RTM側圍車頂加強板
圖52 本特勒-西格里采用HP-RTM生產的復合材料板簧
圖53 本特勒-西格里采用HP-RTM工藝生產的復合材料車用支桿

圖54 采用漢高Loctite Max3樹脂生產的汽車車頂

圖55 蒂芬巴赫公司生產的HP-RTM復合材料后備箱內襯板
圖51 寶馬7系列轎車用HP-RTM側圍車頂加強板
圖52 本特勒-西格里采用HP-RTM生產的復合材料板簧
圖53 本特勒-西格里采用HP-RTM工藝生產的復合材料車用支桿
圖54 采用漢高Loctite Max3樹脂生產的汽車車頂
圖55 蒂芬巴赫公司生產的HP-RTM復合材料后備箱內襯板
圖56 上海惠柏新材公司采用RA-8920A/B生產的汽車車頂
由HP-RTM工藝制品的應用開發情況不難看出,目前開發的產品主要集中在具有較高強度要求的復合材料結構件領域。而且由于HP-RTM工藝裝備體系既包括纖維預成型系統,還需要快速液壓系統、高效自清潔混合注膠系統、高密封模具系統、計算機控制系統等,設備體系繁雜,制造技術難度大,大大提高了復合材料零部件的制造成本,雖然該工藝技術滿足汽車產品的生產節拍要求,但其較高制造成本與汽車行業要求的低成本尚有一定的差距,因此,推廣應用難度較大。
綜上所述,HP-RTM工藝技術進一步推廣應用必須解決的問題主要包括:
①高效率、低成本制造裝備的設計和制造技術能力;
②高性能、低黏度、快速固化樹脂體系的研制和開發;
③行業相關企業的協同開發機制和合作模式;④積極探索和開發新的應用市場。
本文由中北大學材料科學與工程學院張彥飛先生提供,轉載請標明出處,謝謝!









 魯ICP備2021047099號
魯ICP備2021047099號